
創(chuàng)新應(yīng)用小小測控條, 印刷追色問題不再難
時(shí)間:2020-11-10 來源:
筆者結(jié)合色彩管理在安徽新華印刷股份有限公司(以下簡稱“安徽新華”)實(shí)際生產(chǎn)應(yīng)用過程中測控條的創(chuàng)新應(yīng)用,在此與大家一起分享,希望能對(duì)同行有所啟示與幫助。
安徽新華平張膠印機(jī)既有高寶機(jī)又有小森機(jī),兩種機(jī)型墨鍵寬度不一樣,測控條不能互用,印前制作文件時(shí)難以確定該產(chǎn)品最終上何種機(jī)型印刷,制作文件時(shí)放何種機(jī)型的測控條?確實(shí)令制作人員棘手。
1
測控條的作用
測控條是由實(shí)地、網(wǎng)點(diǎn)、疊印等組合構(gòu)成的一種色彩信號(hào)標(biāo)志,在傳統(tǒng)印刷過程中利用測控條中的相應(yīng)結(jié)構(gòu)可監(jiān)控印刷品的實(shí)地密度、灰平衡、網(wǎng)點(diǎn)增大、印刷反差、疊印情況、網(wǎng)點(diǎn)滑動(dòng)或重影等印刷性能要求,達(dá)到對(duì)產(chǎn)品質(zhì)量進(jìn)行檢查和控制的目的。
2
測控條的設(shè)計(jì)
必須從Adobe Illustrator (.eps) & PDF的檔案直接復(fù)制出來使用,不得做任何修改(特別是三色灰組成),不可以縮小或放大。
3
測控條的規(guī)范放置
(1)測控條需放置于印刷樣張成品區(qū)域外空白位置,從印刷效果穩(wěn)定考慮,一般放置于咬口或拖稍位置。考慮印刷設(shè)備配套自動(dòng)掃描裝置,測控條必須與印刷方向成直角,這樣才能監(jiān)控到產(chǎn)品印刷生產(chǎn)時(shí)每個(gè)墨鍵調(diào)控量。
(2)測控條必須整條(或重復(fù))放置于印張量度寬度的一邊,并且要跟四色圖檔起始與結(jié)束時(shí)的墨鍵位對(duì)應(yīng),如圖1。

圖1 測控條要與印張寬度對(duì)應(yīng)
高寶、小森兩種機(jī)型印刷幅面不一樣,墨鍵數(shù)量不一致,每個(gè)墨鍵控制的印刷范圍也不一致,要求測控條既能掃描測評(píng),又能符合本機(jī)臺(tái)印刷掃描要求,這些都需要在生成、放置測控條時(shí)考慮的因素。圖2為小森機(jī)墨鍵控制臺(tái)。

圖2 小森機(jī)墨鍵控制臺(tái)
為解決教材在大批量膠訂時(shí),容易出現(xiàn)空頭、溢膠情況,我們組織印前及印后相關(guān)人員反復(fù)研究,提出將教材封面改用特規(guī)尺寸的免切紙(避免紙張尺寸不夠大),將測控條從印版拖稍移至中心線位置,實(shí)現(xiàn)測控條起到既監(jiān)控印刷質(zhì)量,又利用測控條的寬度增大單張封面紙張的高度,避免裝訂時(shí)出現(xiàn)氣泡、空頭的現(xiàn)象,更加防范并確保了裝訂工藝質(zhì)量,一舉兩得,如圖3所示。
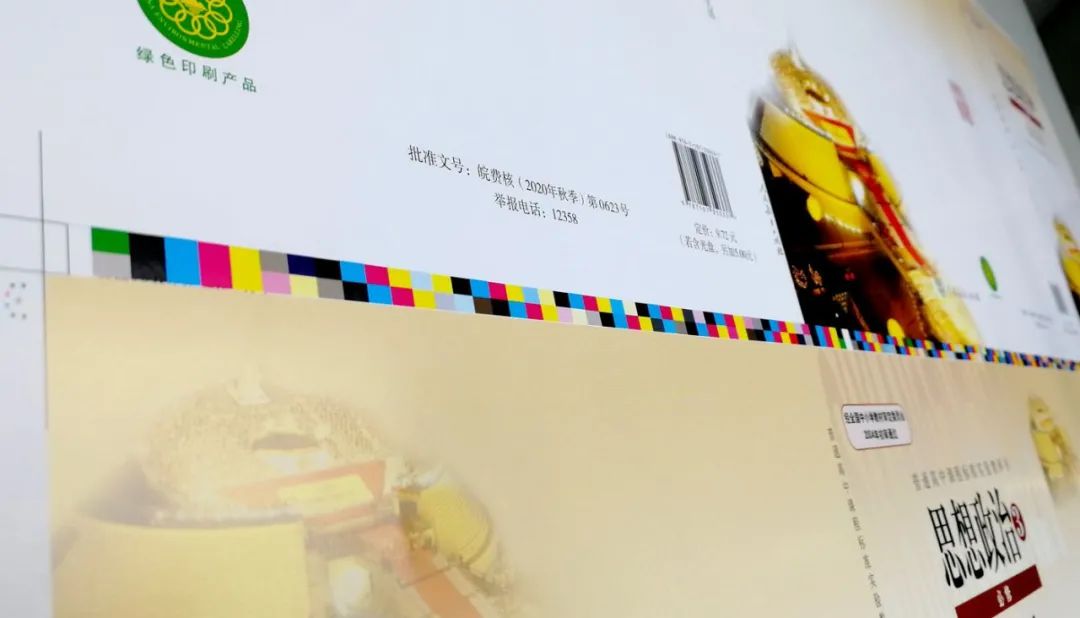
圖3 免切紙教材測控條放于印刷版中心線位置
1
生產(chǎn)調(diào)度的不確定
公司教材大忙季經(jīng)常出現(xiàn)教材與社會(huì)產(chǎn)品“沖突”的情況,印前制作好的文件經(jīng)常臨時(shí)調(diào)換印刷機(jī)臺(tái),因高寶機(jī)、小森機(jī)的測控條不一致,導(dǎo)致實(shí)際生產(chǎn)中出現(xiàn)上機(jī)前改版機(jī)臺(tái)等版、生產(chǎn)延時(shí)等問題。印前制作好的文件如何滿足即時(shí)調(diào)整印刷機(jī)臺(tái),是我們亟需解決的問題。
2
實(shí)際生產(chǎn)中對(duì)測控條的要求
高寶機(jī)與小森機(jī)墨鍵數(shù)量、印刷幅面均不同,在未實(shí)施色彩管理前,兩種印刷機(jī)分別使用不同的測控條。本次色彩管理的實(shí)施,要求兩種測控條都能在同一套pressSIGN評(píng)分系統(tǒng)上進(jìn)行掃描測評(píng),既要滿足掃描測評(píng)需求又要符合本機(jī)臺(tái)印刷控制要求。圖4為小森印品在pressSIGN正常掃描測評(píng)。

圖4 小森印品在pressSIGN正常掃描測評(píng)
高寶106:共35個(gè)墨鍵,每個(gè)墨鍵寬度30mm。生成測控條時(shí)每個(gè)色塊寬度5mm,按6個(gè)色塊為一組,6×5mm=30mm監(jiān)控一個(gè)墨鍵,設(shè)計(jì)10組色塊可以完成檢測內(nèi)容,按此10組色塊循環(huán)組成測控條。
小森機(jī)(440、540):共30個(gè)墨鍵,每個(gè)墨鍵寬度35mm。生成測控條時(shí)每個(gè)色塊寬度5mm,按7個(gè)色塊為一組,7×5mm=35mm監(jiān)控一個(gè)墨鍵,設(shè)計(jì)8組色塊可以完成檢測內(nèi)容,按此8組色塊循環(huán)組成測控條。
兩種機(jī)型的測控條雖然不一樣,但又有共性:每個(gè)循環(huán)周期內(nèi)都包含實(shí)地、單色網(wǎng)點(diǎn)、實(shí)地疊印,25%、50%、75%三色灰等組合,以滿足印刷機(jī)對(duì)印品的檢查和監(jiān)控的目的。圖5和圖6分別為高寶機(jī)測控條和小森機(jī)測控條。

圖5 高寶機(jī)測控條

圖6 小森機(jī)測控條
我們將高寶機(jī)與小森機(jī)測控條同時(shí)放于印刷版面上,考慮到紙張幅面,特別是教材免切紙的尺寸,結(jié)合掃描頭能夠接受的最小尺寸,經(jīng)過多次嘗試,將每種測控條的高度設(shè)置為3.5mm,總高度7mm,在版面中心線位置放置測控條,既不影響掃描結(jié)果又能滿足教材免切紙的要求,如圖7。
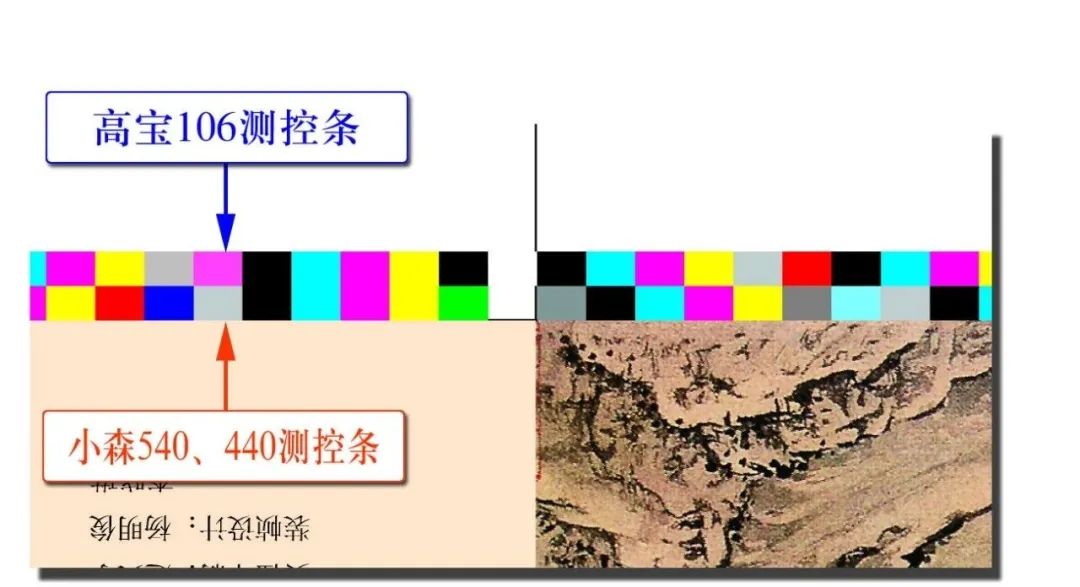
圖7 “上高寶、下小森”的測控條同時(shí)放于版面上
我們?cè)跍y控條定位的問題上也走了一些彎路,最初是左側(cè)定位,雖然在pressSIGN掃描時(shí)狀態(tài)正常,但是小森機(jī)掃描時(shí),此種放置方式需要操作人員手動(dòng)定位測控條位置,同時(shí)左側(cè)定位不能準(zhǔn)確對(duì)應(yīng)墨鍵相對(duì)位置,掃描結(jié)果不能應(yīng)用于印刷機(jī)閉環(huán)功能,大大降低生產(chǎn)效率。圖8所示為小森機(jī)測控條與墨鍵相對(duì)應(yīng)。
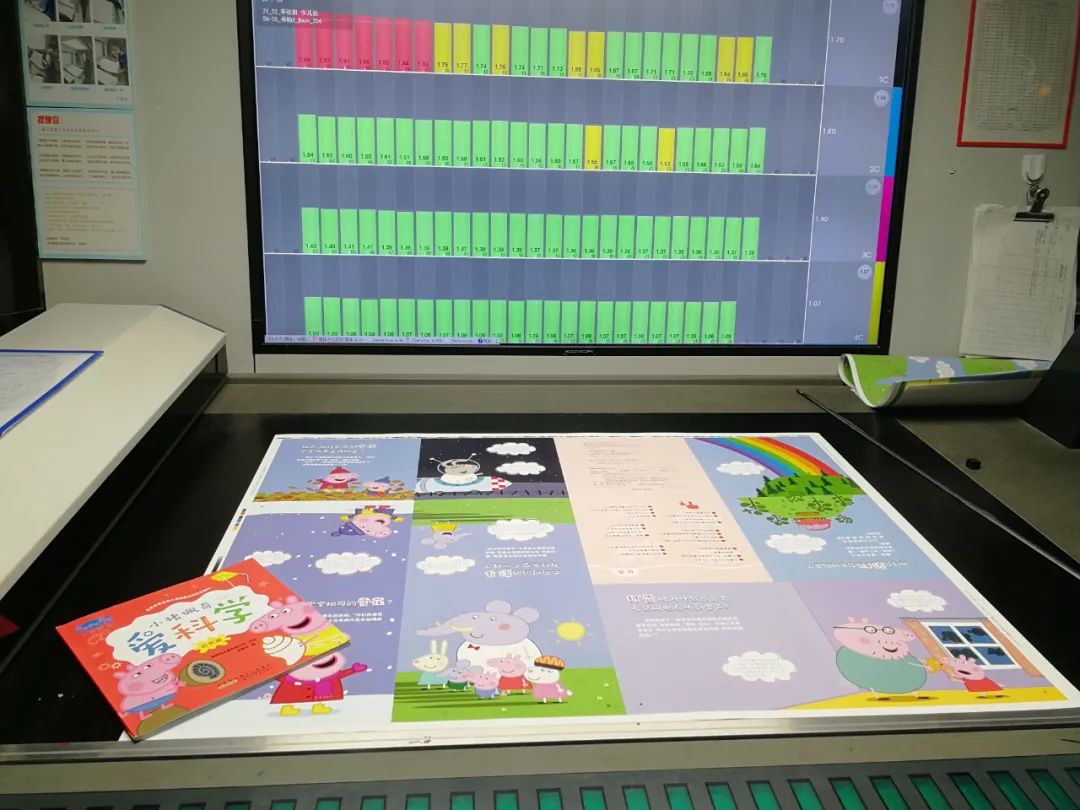
圖8 小森機(jī)測控條與墨鍵相對(duì)應(yīng)
經(jīng)過反復(fù)與小森公司技術(shù)人員溝通,及多次試驗(yàn)pressSIGN評(píng)分軟件實(shí)際掃描測控條情況,判斷測控條左側(cè)起始端不固定不影響色彩管理使用。我們嘗試將兩種測控條按版面中心定位放置,高寶機(jī)與小森機(jī)都能夠正常掃描識(shí)別,掃描結(jié)果與印刷機(jī)墨鍵精確對(duì)應(yīng),掃描反饋?zhàn)詣?dòng)調(diào)整墨鍵閉環(huán)功能與自動(dòng)套準(zhǔn)都能正常使用,充分發(fā)揮測控條在印刷過程中“助攻神器”的作用。
公司實(shí)施色彩管理后,不僅解決了一直困擾的印刷追色問題,并且通過測控條的創(chuàng)新應(yīng)用使一系列難題得以解決。
印前環(huán)節(jié)將制作好的油墨預(yù)制文件傳到機(jī)臺(tái),同時(shí)提供檢驗(yàn)合格的數(shù)碼樣張作為印刷參考。機(jī)臺(tái)印刷時(shí)通過軌道掃描系統(tǒng)對(duì)測控條進(jìn)行色彩數(shù)據(jù)掃描采集,經(jīng)評(píng)分軟件計(jì)算得出分值,質(zhì)量好壞一目了然。
印前制作文件時(shí)將高寶機(jī)與小森機(jī)測控條同時(shí)放于印刷版面上,出好的版子兩種機(jī)型都能用,印刷設(shè)備通用性提高,測控條不再是印前制作、生產(chǎn)調(diào)度的難點(diǎn)、痛點(diǎn),生產(chǎn)指揮、印前制作、印刷生產(chǎn)協(xié)同效率得到提高。
直接采購特規(guī)尺寸的免切紙,既減少了裁切工序,縮短了生產(chǎn)準(zhǔn)備時(shí)間,提高了生產(chǎn)效率,又節(jié)約了紙張裁切的浪費(fèi)。
雙測控條、中心定位、免切紙等一系列改進(jìn)、創(chuàng)新,不僅優(yōu)化了標(biāo)準(zhǔn)規(guī)范,提高了生產(chǎn)效率,減少了變動(dòng)環(huán)節(jié),更提振了員工創(chuàng)新闖新的勇氣和信心,增強(qiáng)了標(biāo)準(zhǔn)化、規(guī)范化生產(chǎn)管理意識(shí)。