
精微雕刻浮雕燙印技術,立體浮雕的第5種選擇
時間:2020-12-29 來源:
包裝除保護商品外,最大的作用就是通過包裝上的圖文呈現豐富的視覺或觸覺效果,刺激消費者的感官,提升消費者購買欲望,從而促進消費。為了更好地吸引消費者的眼球,刺激消費,各種創新包裝印刷加工工藝不斷推陳出新。精微雕刻浮雕燙印技術就是其中最新的一種。本文,筆者將對其加工原理、應用方式做初步探討,請同行批評指正。
立體浮雕就是通過一定的工藝手段在產品表面形成視覺、觸覺上的浮雕效果,增加產品表面的立體感,提高產品的視覺美觀度。立體浮雕的形成方式主要有以下幾種。
一是直接通過壓凹凸加工工藝實現,即通過制作浮雕凹凸版,通過壓力在承印物表面形成與浮雕凹凸版一模一樣的浮雕圖案,這種方式直接直觀,一般用于印后加工工序中,是一種應用多年的成熟印后加工工藝。
二是通過印刷實現,即通過制作立體浮雕效果的圖文(最好是使用立體拍攝技術得到具有立體浮雕效果的圖文),通過精密加網印刷并復合適宜的光柵薄片,從而獲得具有視覺立體效果的圖文,模擬人的雙眼看見景物一般的效果。
三是通過激光全息制版得到原始的立體浮雕效果,全息制版就是利用光波干涉原理記錄拍攝立體浮雕圖像的光波振幅與相位,再現象與原物有著完全相同的三維特性,從而實現浮雕效果。
四是利用光刻原理實現浮雕效果,形成方式與第3種基本相同,最大的區別是不使用原始拍攝物,直接利用計算機模擬浮雕效果,通過一定轉換將計算機模擬的浮雕圖通過光刻機直接得到光刻浮雕母版,經過一系列操作后得到浮雕效果。
本文所述的精微雕刻浮雕燙印技術就是第五種,即通過立體浮雕軟件制作浮雕圖文,通過精密雕刻得到浮雕燙金版,通過精細燙印操作并配合必要的印刷工藝得到最終的具有浮雕效果與特殊光澤的彩色圖文。
精微雕刻浮雕燙金版制作原理及與傳統燙壓紋版的異同從原理上來看,精微雕刻浮雕燙印技術屬于一種精密雕刻制版技術,也是一種精細燙印技術,但又不同于傳統的凸燙版與燙壓紋版的制作技術與燙印工藝。
傳統的凸燙版是利用雕刻機制作具有一定弧面的圖文燙金版,燙壓紋版也是利用雕刻機對設計好的圖文紋路進行加工。一般,燙壓紋版上的線條寬度最小為0.06mm,多數情況下都是做不小于0.1mm的寬度,線邊間距至少1.5倍線條寬度。
而在精微雕刻浮雕制版技術中,加工的燙金版雖然也是平面的,但與傳統燙壓紋版有以下3個不同之處。
精微雕刻浮雕制版技術所加工的燙金版,其表面圖文呈現的浮雕效果其實是利用精細線條的角度與弧度的不同,對光線形成反射與干涉,從而得到明暗不同的景深,無論是燙金版或者燙印后的紙張都具有平面立體的效果。從根本原理上與鉑金光刻浮雕有相似之處,都是利用線條不同角度的排列組合,不同之處是精微雕刻浮雕制版中,線條的粗細比光刻要粗一些。
從原理上來說,精微雕刻浮雕燙印仍然屬于燙印工藝的一種,但又明顯不同于傳統燙壓紋工藝。傳統燙壓紋工藝中,燙印效果的實現是直接利用燙金版在一定溫度壓力下,將電化鋁箔上的鋁層(包括色層或信息層)轉移到承印物上,一次性呈現出與燙壓紋版上一模一樣的圖文。
在精微雕刻浮雕燙印操作方面,由于版上紋路極為精細,而電化鋁箔基膜厚度遠大于紋路線條的深度,采用傳統燙印工藝根本無法直接燙壓出紋路,因此需要采用兩步法完成。
如此就得到具有精微雕刻浮雕效果的燙印紙張,這些燙印紙張可以進行印刷或者其他工序的加工。
(1)在少量產品加工或者打樣過程中,可直接使用精微雕刻浮雕燙金版進行第一次燙印操作,燙印出來的圖文與直接用平燙版得到的燙印圖文完全一致,沒有任何紋路。
(2)在第二步壓紋操作中,需要保持與第一步燙印時的溫度基本一致,可以低10~15度左右;壓紋的壓力要比第一步燙印時的壓力大0.05mm(第二步壓紋時直接墊一張0.05mm的補底紙)。
(3)第一步燙印面積較大時,要注意控制溫度,避免燙印起泡,以免影響第二步壓紋的亮度。
(4)在第一步與第二步的操作中,墊壓力需要非常精細,要有耐心,一點一點補充,壓力不平會導致第二步壓紋深淺不一樣,目視版面發花(明暗不一致)。
在使用精微雕刻浮雕先燙后印工藝時,第一步和第二步的燙印壓力要盡量控制,在保證電化鋁附著力良好的條件下盡量輕一點,尤其是邊緣壓力一定要輕,否則印刷時邊緣油墨會發虛,同時要選擇使用滿足先燙后印條件的電化鋁箔,確保燙后印油墨附著力良好,避免出現拉墨的印刷故障。
對于使用精微雕刻浮雕工藝進行量產,建議使用雙工位燙金設備,以免紙張變形、牙排精度等引起的套位不準的問題。
在精微雕刻浮雕燙印工序的操作中,一般選擇亮度好的金色或銀色電化鋁箔。當然,根據設計方案的效果表達需要,也可以選擇其他顏色的電化鋁箔,如鐳射金銀、古銅或啞金。
鑒于精微雕刻浮雕燙金版的精細程度,如果選擇鐳射金銀電化鋁箔進行燙印,精微雕刻浮雕燙金版上的紋路與鐳射電化鋁箔自身的紋路(鐳射光學紋路)會發生干擾,從而出現燙印后鐳射圖文亮度下降、圖文發白發蒙現象,而同樣的圖文使用高亮度的金色或銀色電化鋁箔則不會出現此類情況。
另外,在精微雕刻浮雕燙金版上設計雕刻的紋路時,如果出現大面積平行光紋,就需要選擇背膠加厚、表面色層或轉移層加厚、柔性較好的電化鋁箔,否則會出現不規則的黑斑現象。
以我公司設計開發的一款“泰山”煙包新品為例來具體說明。客戶明確要求,黃色要近似“帝王黃”,要厚實中帶有通透感,主圖案要具有高亮度與強烈的金屬光澤立體效果,如圖1所示。

客戶的這些要求其實是“一正一反”的“矛盾要求”,底色厚實的正黃色不能使用帶有金屬效果的紙張,常用白卡或介質白卡來印刷,而主圖案的特殊要求只能選擇帶有強烈金屬光澤的鍍鋁紙來實現,這兩個要求分別實現非常容易的,而疊加在一起就非常困難。
前些年環保要求檢查不是那么嚴格的時候,很多鐳射鍍鋁紙廠家都是可以通過鍍鋁、洗鋁、鍍介質的方式得到局部鍍鋁的介質紙,從而滿足項目的工藝要求。隨著環保要求的日趨嚴格,這些對環境危害大的加工工藝逐漸淘汰。
使用精微雕刻浮雕燙金版與高亮銀電化鋁箔平燙第一轉,得到平整光亮的局部帶有金屬感的定位紙張,如圖2所示;

圖2 第一轉先平燙
對燙印的電化鋁進行精細壓紋,得到帶有浮雕圖案的定位承印物(如圖3所示);
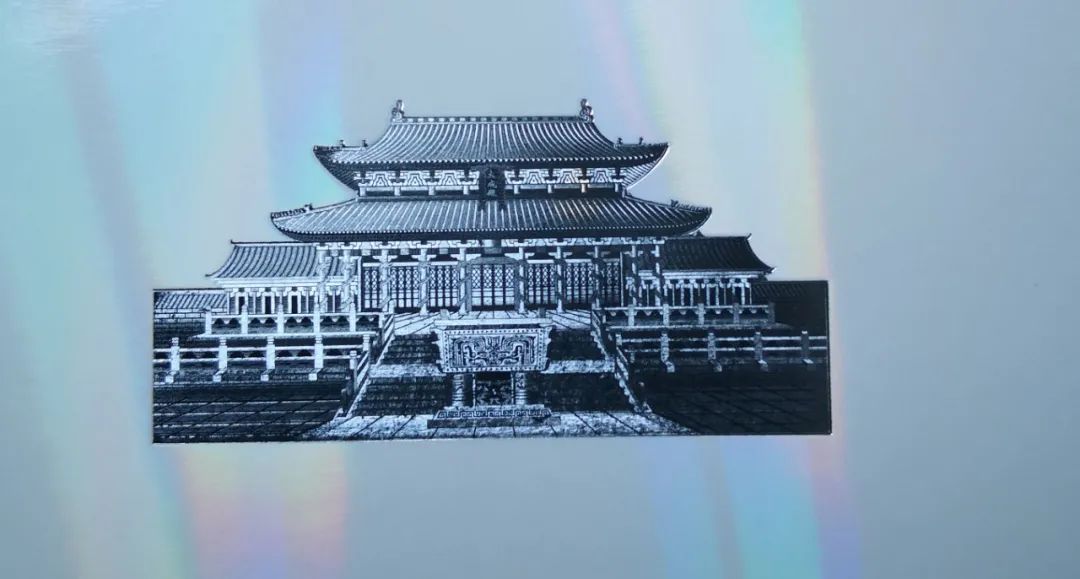
圖3 第二轉精微雕刻浮雕壓紋
經過印刷,以及后道的燙印、網印、模切等工序加工,得到滿足客戶要求的煙包成品,如圖4所示。

圖4 印刷成品效果
精微雕刻浮雕燙印工藝作為一種新的工藝,其應用還需要同行大力探討與研究。目前,精微雕刻浮雕燙印工藝常用普通亮金、亮銀電化鋁箔進行先燙后印或直接印后燙印來實現。而對于鐳射金銀電化鋁箔的燙印效果,還需要進一步測試各種工藝參數,找到合適的電化鋁箔、精微雕刻浮雕制版與加工參數,以解決燙印后發白發蒙的問題,提高精微雕刻浮雕燙印工藝的應用范圍,爭取在更大范圍內替代鉑金光刻與定位燙的工藝效果。
作者|深圳市科彩印務有限公司 樊 聰 李雙勁 羅代璋 萬 里