禮品盒制程工藝,是一個多工序多步驟的過程,由于流程長,每個步驟的把控關系到每個產品的品質。但在實際工作中仍會出現一些問題,影響生產順利進行。
筆者通過5期,對禮品盒制程工藝中常見問題——高低角、暗瘡、露灰、起泡、壓印進行分析。本期,一起關注禮品盒壓印缺陷。
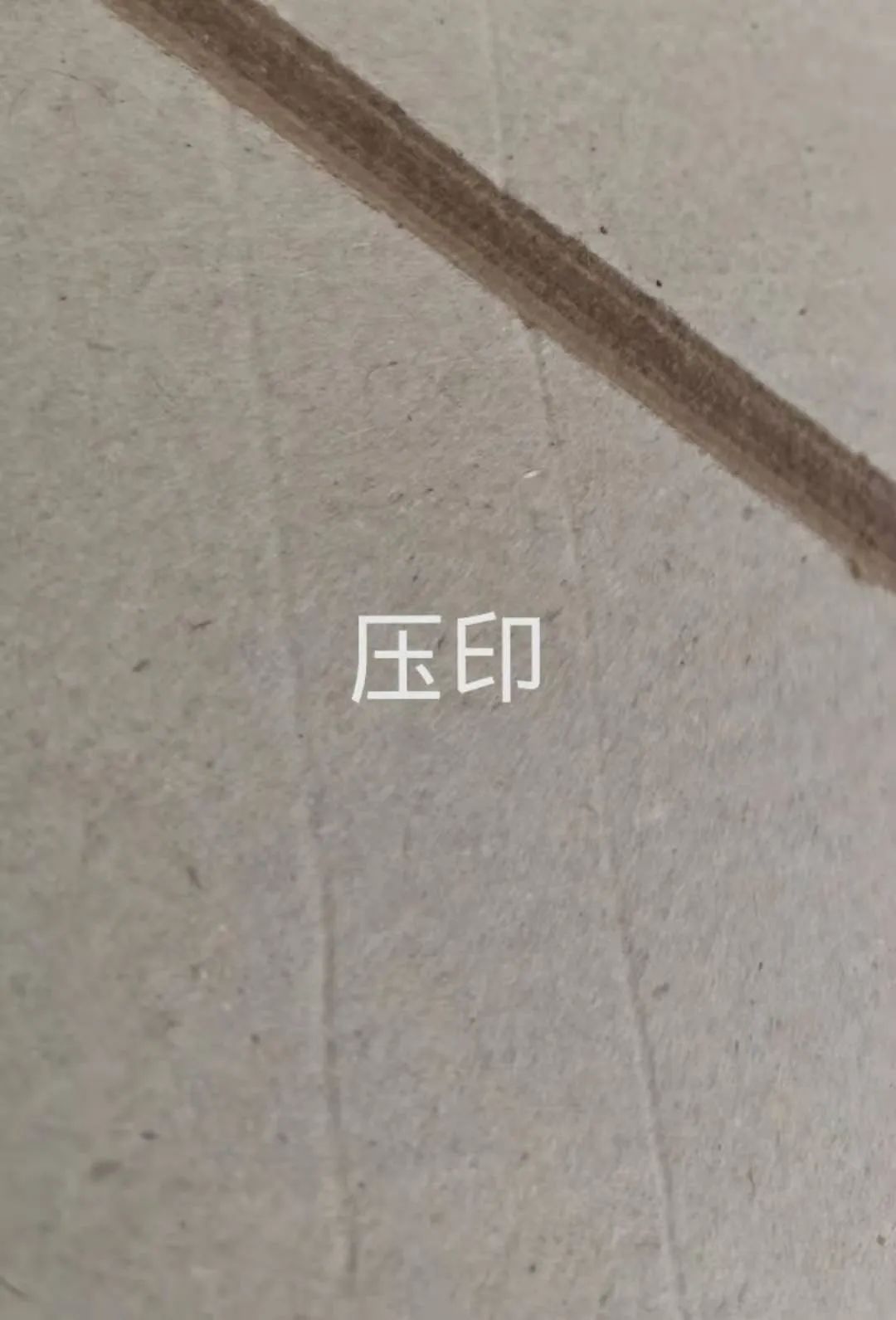
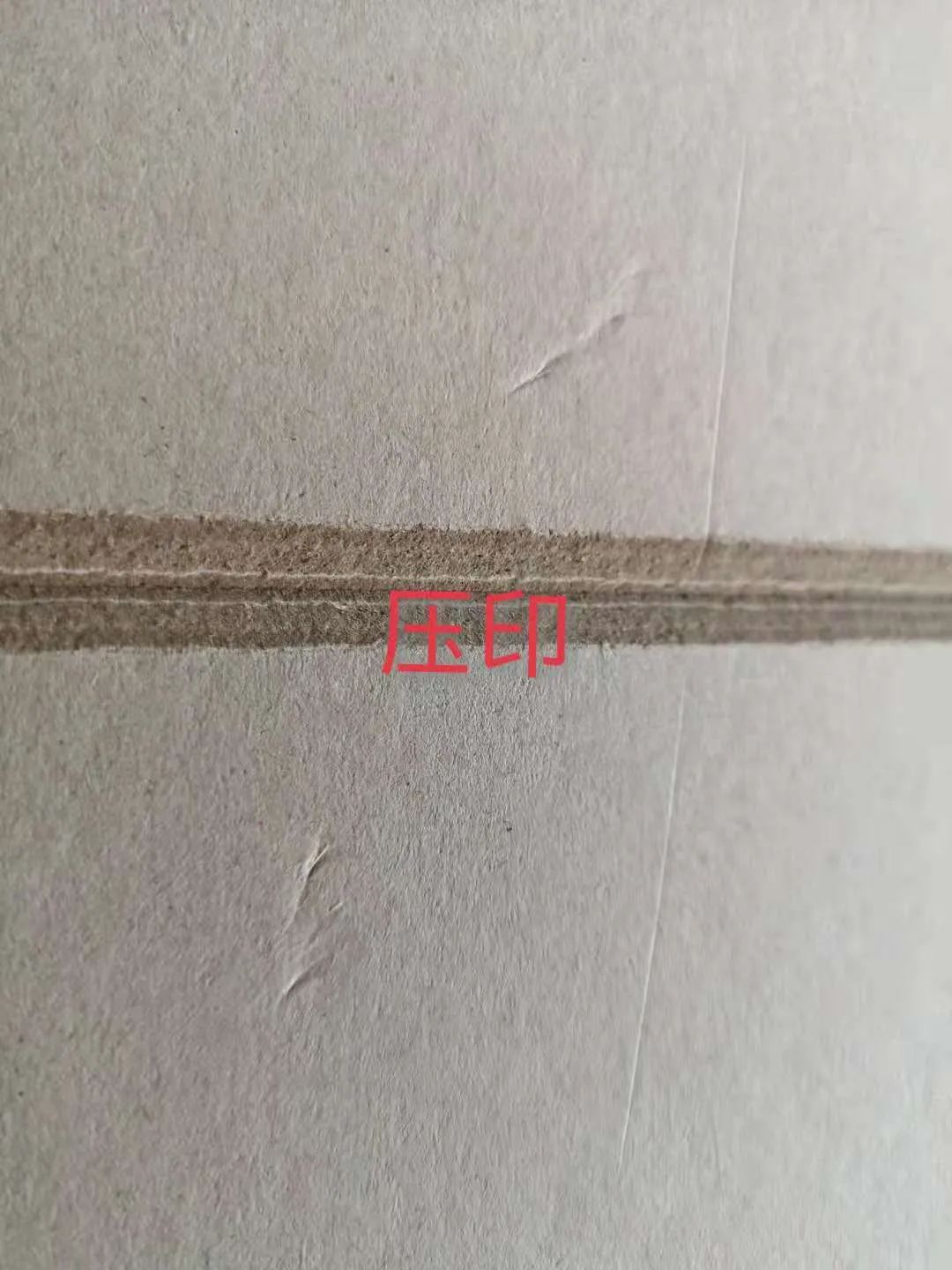
壓印,是指裱糊完成后,在盒子表面出現不規則、無規律且大小不等的痕印,大部分表現為凹陷的一條直線、淺坑或放射狀線條,這些形狀各異的凹陷,鑲嵌在盒體表面,嚴重影響產品整體效果,特別是在深色或全黑色設計的包料表面尤為醒目,產品表面只要出現壓印,這個部件即告報廢,給企業造成巨大浪費。
 、
、
那么,什么情況下才會出現這種問題?總結主要原因如下。
合格的灰板卡表面平整光滑、纖維緊密、無掉皮、破損、分層、淺坑、雜質等現象,含水量在8%~12%之間。
在抽查中發現,有些灰板卡表面平整度差,緊密度達不到工藝要求,輕微剮蹭都能將表面劃出痕跡,淺的不影響,深的就無法避免,這些有表面破損的灰板卡,夾雜在其間很難被發現。
對此,首先要加大QC的檢查力度,要對每件灰板卡的上中下進行嚴格抽檢,發現有平整度差,表面有漩渦、淺坑、不規則凹陷的,拒絕入庫;其次是要增加QC的抽查數量,抽檢的數量多些,才容易發現問題,這樣才能把問題消滅在萌芽狀態。
裁切過程中,灰板卡要依次從腳板上抬至切紙機平臺上,上抬過程中,盡量避免每疊灰板卡間產生摩擦,同時建議在每刀灰板卡最底下墊一張廢卡紙,切完后拿掉最底下那張卡紙。
另外,灰板卡在腳板上擺放時,要在腳板最底下墊幾張廢卡紙,防止因腳板不平整而在灰板卡表面壓出印跡,而且擺放時一定要整齊,不可有錯位現象,整齊的堆放能減少上層壓力造成的壓痕。
模切過程中,底板不干凈,有些膠漬或脫落的紙屑粘在了鋼板上,合壓時會將灰板卡的表面壓出凹痕。同時在操作過程中,灰板卡取出時,碰撞了已完成的灰板卡,這種剮蹭痕跡雖然不深,但足以影響裱糊后的平整度。
要避免以上問題出現,須清理干凈底模鋼板,鏟掉影響平整度的膠漬和紙屑,確保底板平整、干凈。同時在操作過程中,要保證每張灰板卡疊放整齊,廢邊不能讓其自行脫落,如果廢邊掉在上面,也能將上一張壓出痕跡,對廢邊脫落較重的,要注意操作手勢,只要不再脫落即可。
開槽機輸紙部分的撐紙桿頭滾輪,角度調整不合理,也會損傷灰板卡邊沿處,雖是輕微痕跡,但也足以影響表面質量,這是問題之一。
最主要的是大滾筒上偶爾會有雜物粘附在其上,當灰板卡在壓紙皮帶的輸送中,表面壓在雜物上時,由于皮帶的壓力,雜物斑塊能將灰板卡表面壓陷成坑,如此往復運動,整批產品都會出現壓印。
對此,我們要經常清理滾筒表面,始終保持其干凈、平滑,還要定期對皮帶表面進行清潔,防止臟污壓傷灰板卡表面。此外,在生產過程中,還要使用氣槍定時對輸紙部分及滾筒表面進行清理,這樣才能有效避免壓痕出現。
模切、開槽完成后的灰板卡都要進行清廢,這個過程如果野蠻操作,會損傷灰板卡的邊沿和四角處,邊沿的破損不管大小,都會影響裱糊質量,廢邊清理時要輕拿輕放、堆摞整齊,如果廢紙邊帶入灰板卡中間,會將灰板卡表面壓出痕跡。所以,規范清廢操作,才能降低或避免壓痕出現。
至此,禮品盒5個常見缺陷原因分析到此結束。禮品盒生產場景千變萬化,這種變化不僅要實時掌控,還要主動發現問題并查清原因,只有樹立嚴謹的工作作風,才能徹底根除潛藏的隱患。
尤其在前期產品設計規劃時,要做到工藝編制數據化,使流程中每一步操作都能準確無誤;對物料的檢驗必須以標準為準繩,嚴格按標準要求執行,才能保證質量的穩定;流程中的操作也是管理中的關鍵,制程操作規范化,是提高效率和質量的唯一方法,只有這樣才能使全流程更加科學、有序、順暢,效率和品質才能得到保證。