
硬盒煙包粘貼不牢、開口怎么破?原來這樣解決……
時間:2022-01-05 來源:
隨著煙草行業全面深入推進高質量發展,煙草制品實施精品化戰略,產品包裝質量管理零缺陷推行,各大中煙公司針對上機包裝適應性制定了相應的技術指標要求,前期煙廠在煙包外觀質量缺陷反饋問題中,出現高速包裝機煙包粘貼不牢、煙包開口等問題,根據客戶《盒與條包裝紙被粘性技術要求》(如表1所示),集中反映盒包裝紙被粘性不達標的問題,筆者從事煙包印刷多年,在此談談如何提高硬盒煙包被粘性。
表1 盒與條包裝紙被粘性的技術要求
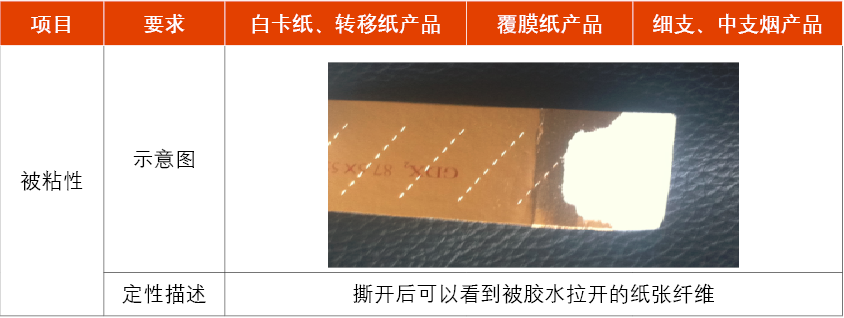
據煙廠卷包車間反饋和市場銷售的香煙取樣,發現煙包由于被粘性不好,打開煙包透明膜后煙包粘膠位糊盒邊會出現開膠、自動彈開的現象。數據統計顯示,煙包開口商標紙均為復合紙,部分紙張原紙從進口底紙更換為國產底紙,集中體現在細支煙、中支煙等非常規煙包上。
經過對煙包工藝參數、材料特性進行系統分析試驗,對比數據發現,除粘膠面積大小不同外(如圖1~圖3黃色區域),影響硬盒煙包被膠性差的共性因素主要有粘膠位油墨性能,轉移、復合紙表面涂層屬性,煙包紙張背面(原紙背面)特性,背涂工藝和模壓工藝等方面。
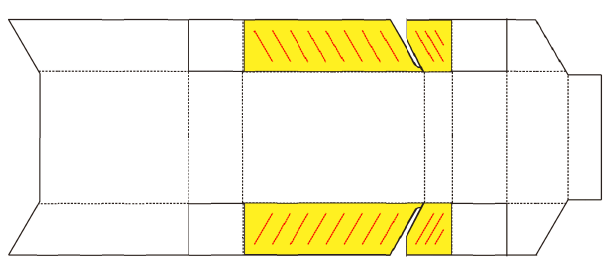
圖1 常規硬盒煙包粘膠區域
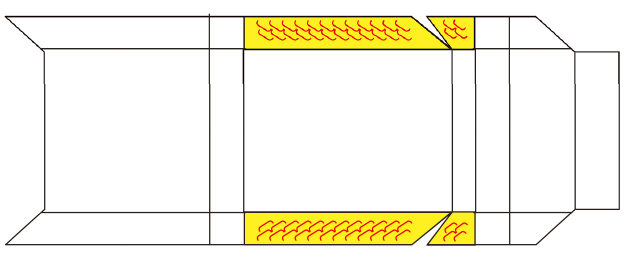
圖2 中支硬盒煙包粘膠區域
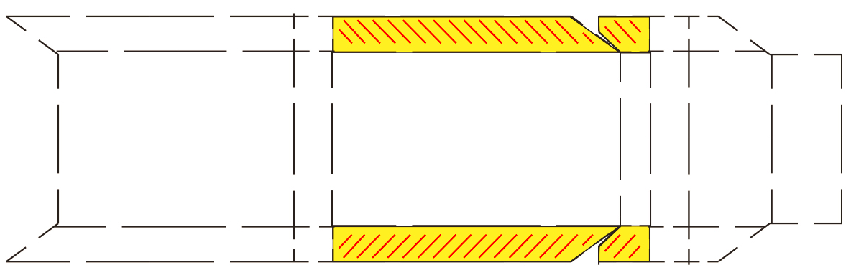
圖3 細支硬盒煙包粘膠區域
對此,從4方面制定實驗數理統計:
一是根據粘膠位的油墨類型和復合膠水類型進行實驗,分析表層材料屬性對粘膠效果的影響;
二是根據原紙背面特性進行實驗,分析原紙背面特性對粘膠效果的影響;
三是根據背涂工藝進行實驗,分析背涂工藝對粘膠效果的影響;
四是根據模壓工藝進行實驗,分析模壓工藝對粘膠效果的影響。
選取我公司現有品牌太陽白卡、紅塔白卡、寧波中華白卡、太陽黑卡4種原紙,選擇4家煙廠統一規格的煙包,做好標識,在相同檢測條件下(熱封儀、移液槍、粘膠24小時)進行檢測。
通過觀察上述方案的實驗數據(如表2~表6所示),對硬盒煙包被粘性影響因素進行如下分析。
表2 根據粘膠位的油墨類型進行實驗

表3 根據復合膠水類型進行實驗
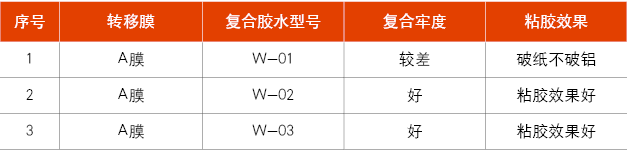
表4 根據原紙背面特性進行實驗

表5 根據背涂工藝進行實驗
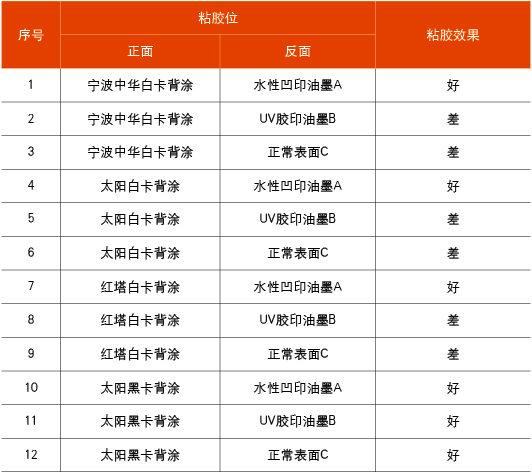
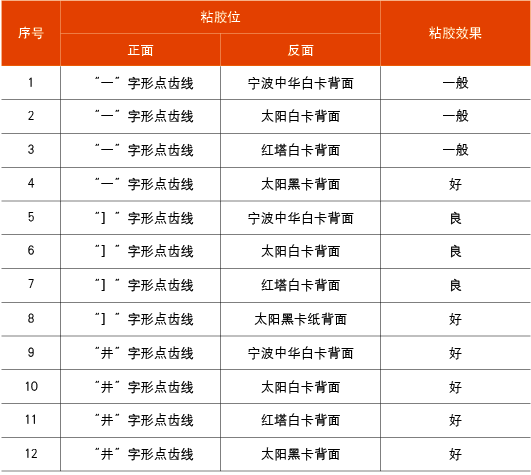
表6 根據模壓工藝進行實驗
如表2所示,水性油墨和任何原紙背面的粘膠效果都很好,印上UV油墨后,粘膠效果變差了。實驗表明,使用不同類型的油墨,對粘膠性能有一定影響。
如表3所示,使用不同型號的復合膠水,不僅對轉移紙張的被粘性有影響,而且對轉移紙張的復合牢度有一定影響。
如表4所示,當使用太陽黑卡作為粘膠背面時,無論使用哪種煙包作為粘膠正面,都能達到很好的粘膠效果。實驗表明,原紙背面的表面性能和致密度等因素對粘膠效果有著明顯的影響。
如表5所示,使用常用背涂劑,通過改變背涂工藝及涂布材料不能顯著改善紙張的粘膠性能,對粘膠效果無影響。
如表6所示,隨著紙張正面表面粘膠位單位面積模切齒線數量增加、模壓力加重,被粘性逐步增強。實驗表明,模壓工藝對粘膠性能有明顯的影響。
綜上所述,硬盒煙包被粘性的影響因素主要有粘膠位表面材料屬性、原紙背面性能和模壓工藝3個方面。
從定性和定量兩個方面分析硬盒煙包被粘性的主要影響因素,提出如下解決方法。
一方面,選擇合適的復合膠水,增強硬盒煙包被粘性。
另一方面,按表面材料被粘性的大小順序(UV油墨表面被粘性<水性油墨表面被粘性<無油墨表面被粘性),粘膠位印刷時最好留空,由滿版打底印刷調整為局部留空印刷(即露紙張原色銀色,如圖4所示)。
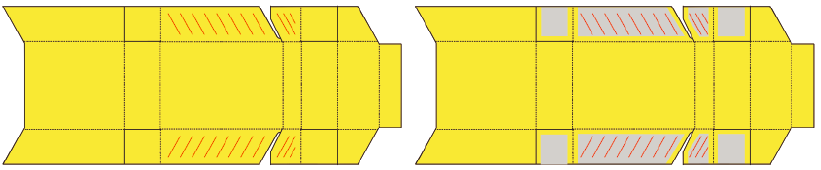
圖4 滿版打底印刷調整為局部留空印刷
通過上述兩個方面的調整和改進,硬盒煙包被粘性及成型表觀效果得以顯著改善。
與原紙廠家溝通,在不影響其他質量指標的條件下,一是優化底層漿料打漿工藝,將原紙背面做得更加松軟,從原料方面改善原紙開放性;二是調整底層漿料的施膠工藝,改善原紙背面開放性,提高原紙背面對膠水的吸收能力。
通過改善原紙背面開放性,硬盒煙包被粘性顯著改善。
一方面,增加粘膠齒線的高度,即在原來的基礎上加高0.064mm,同時糊膠刃深從50%調整至70%(如圖5所示),使膠水滲透性更加牢固,被粘性明顯增加。
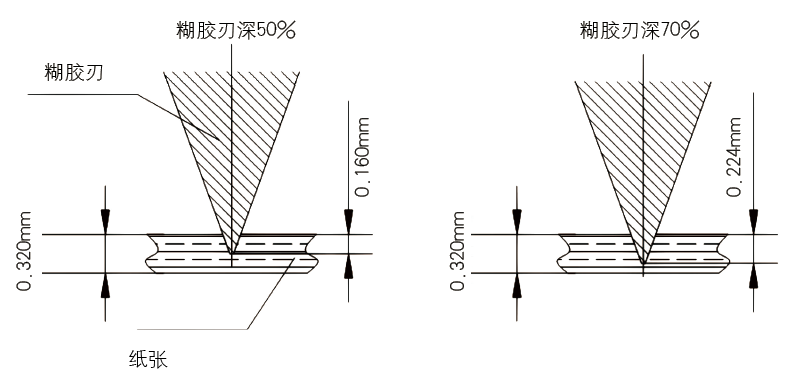
圖5 糊膠刃深從50%調整至70%
另一方面,增加涂膠位粘膠齒線數量,將點齒線由“一”字形更改為“]”字形或“井”字形(如圖6所示),增加膠水的表面涂布量,被粘性明顯提升。
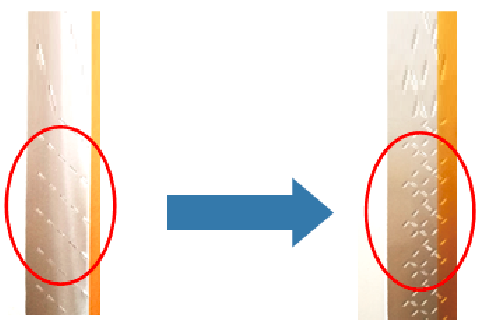
圖6 點齒線由“一”字形更改為“井”字形
通過增加粘膠齒線高度和數量,硬盒煙包被粘性顯著提升。
根據客戶《盒與條包裝紙被粘性技術要求》,結合印刷和上機包裝適應性狀態,通過有效調整粘膠位表面材料屬性、原紙背面開放性與模壓工藝,減少高速包裝機因被粘性不好引起的硬盒包裝粘貼不牢、開口等質量缺陷,從而進一步降低員工勞動強度,提升煙包外觀質量。
編輯:宋慧慧

