
如何解決煙包粘貼不牢、上機適性差?這個方法值得一試!
時間:2022-02-23 來源:
如今,高速、超高速卷煙機在煙草行業(yè)的應(yīng)用越來越廣泛,但其對煙包上機適應(yīng)性的要求越來越苛刻。如何在短時間內(nèi)快速適應(yīng)高速、超高速卷煙機的包裝適應(yīng)性,成為眾多煙包印刷企業(yè)必須解決的課題。在此,筆者總結(jié)了幾個卷煙機煙包粘膠不牢解決方案,愿與行業(yè)同仁分享。
印刷文件調(diào)整
印刷從業(yè)者都知道,印刷有出血,但正是印刷出血成為了卷煙機煙包粘膠不牢的主要影響因素之一。這是因為,印刷出血越大,粘膠區(qū)域越小。
對此,我們將粘膠區(qū)域內(nèi)涉及到的印刷出血相應(yīng)進行縮小,使得粘膠區(qū)域?qū)挾?/span>從7.994mm擴大至8.966mm,不僅可以保證上膠量更加充足,而且膠水在粘膠區(qū)域可以充分展開,粘膠面積可以相對更大一些。印刷出血調(diào)整前后如圖1和圖2所示。
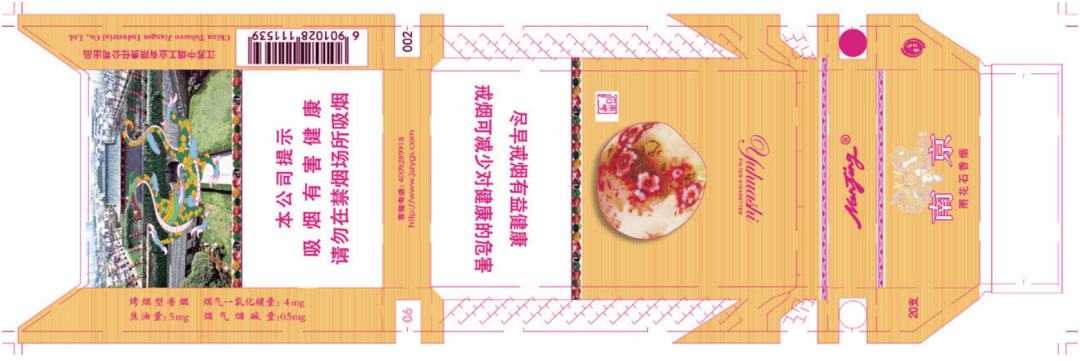
圖1 印刷出血調(diào)整前

圖2 印刷出血調(diào)整后
模切工藝調(diào)整
如果調(diào)整印刷文件是治標,那么調(diào)整模切工藝就是治本。為了滿足煙廠正常上機包煙的需求,行業(yè)對煙包粘膠區(qū)域改進再改進,但由于煙包工藝更新過快,總是有點跟不上節(jié)奏,從而導致粘膠不牢問題一直存在。尤其在模切工藝調(diào)整方面,行業(yè)始終在持續(xù),且改進力度是最大的。
首先,對粘膠線形狀進行持續(xù)改進,從“一”字形到“H”形、“]”形,再到“M”形、“日”字形,目的是使粘膠區(qū)域膠水覆蓋面積更大。經(jīng)過多輪測試及實際應(yīng)用,我們認為“日”字形粘膠效果最好。
其次,在改變齒線形狀的同時,再對齒刀角度進行改變,由原先的45°改為現(xiàn)在的75°(如圖3所示),目的是使粘膠區(qū)域的齒線更深、更寬,從而增加上膠量。
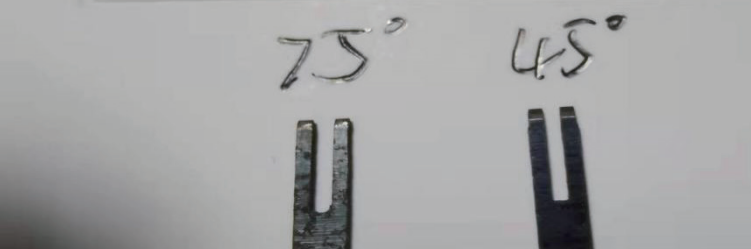
圖3 齒刀角度調(diào)整
最后,改進壓痕線的深度與寬度,其實就是增強壓痕線對紙張纖維的破壞力,當紙張纖維沒有充分被破壞的情況下,紙張表面回彈就大,會在膠水還未完全干燥的時候?qū)⒄衬z區(qū)域彈開。因此,我們將壓痕線做深、加寬,以達到對紙張的最大破壞力度,降低其回彈力。
以上3個改進方向之間相互關(guān)聯(lián),從而達到最佳粘膠效果:改變齒線形狀,增加粘膠面積→改變齒刀角度,增加上膠量→改變壓痕線深度和寬度,降低紙張回彈性。
關(guān)鍵技術(shù)
雖然以上幾點改進起到了關(guān)鍵作用,但是最畫龍點睛的還得是最近的幾次測試,即在粘膠區(qū)域增加熱壓工藝。
該技術(shù)很好地利用了燙印工藝,增加了一個與粘膠區(qū)域大小基本一致的熱壓燙金版(如圖4所示),將溫度設(shè)定在130℃左右,對粘膠區(qū)域進行局部熱壓(如圖5所示),利用高溫破壞粘膠區(qū)域的紙張表面層,使粘膠表面呈粗糙狀,最大程度地增加上膠量,使粘膠效果更加牢靠。這是對煙包粘膠區(qū)域的一次革新,也是一次大膽的嘗試。
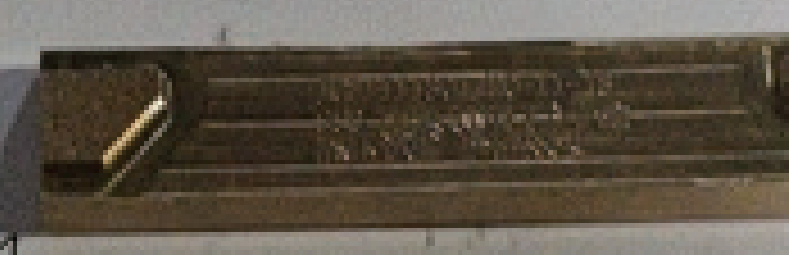
圖4 熱壓燙金版
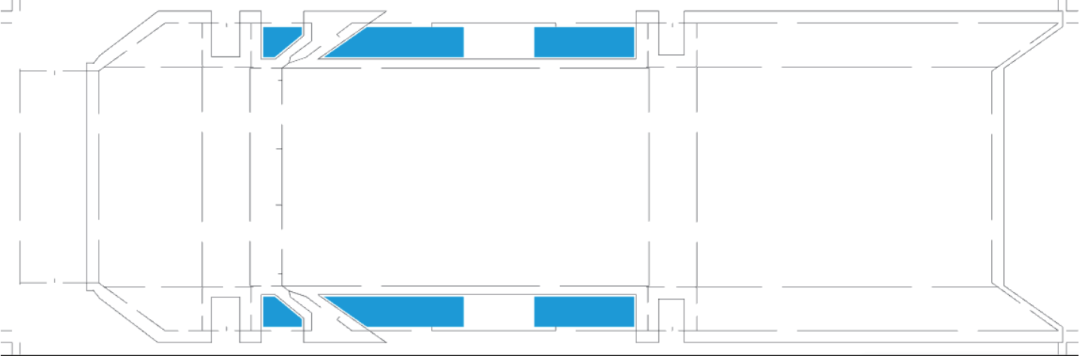
圖5 粘膠區(qū)域局部熱壓示意圖
經(jīng)過以上一系列的改進,目前我公司生產(chǎn)的煙包產(chǎn)品(如圖6所示)在煙廠使用情況很好,可以較好地適應(yīng)高速、超高速卷煙機的正常生產(chǎn)。
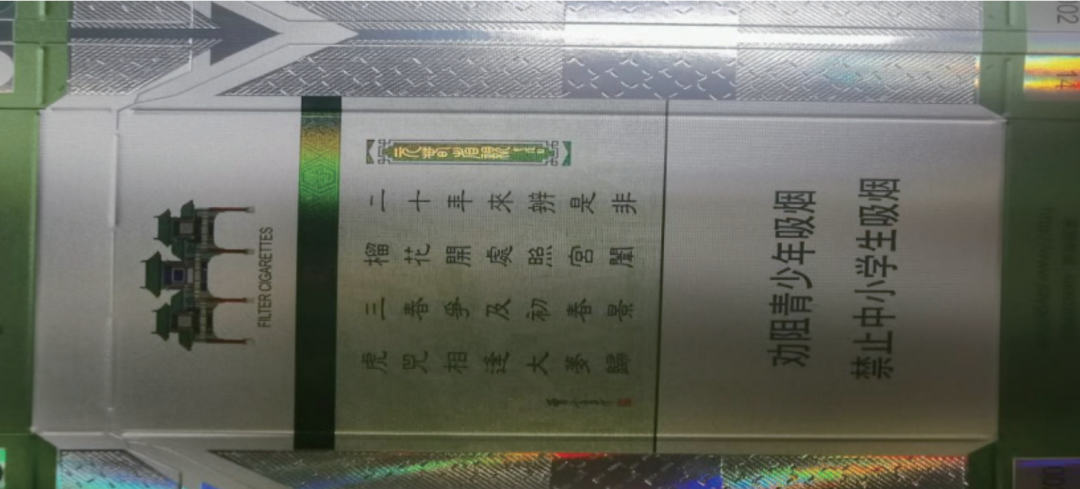
圖6 改進后的煙包產(chǎn)品(采用“日”字形齒線,搭配熱壓工藝)
由于目前各家產(chǎn)品(除新品外)較為成熟,正常的生產(chǎn)效率與 盒裝的外觀質(zhì)量均已達到相對較高的水平,要想繼續(xù)有更大幅度的提升,難度較大。但經(jīng)過此次技術(shù)革新,我們也對印刷工藝從另一個層面有了很大的認知,發(fā)現(xiàn)有些時候還是需要打破常規(guī),從不同層面去分析和解決問題,才能制定出更加切實可行的方案,從而解決煙包印刷目前存在的不足,適應(yīng)和滿足卷煙機的正常使用。

易大廳.png)