
改造凹印機的拼接系統,竟然收到了意想不到的效果
時間:2022-02-18 來源:
因此,非常有必要給SAY10820凹印機拼接系統增加自動拼接功能,提高拼接的穩定性及安全性,減少生產過程中的原輔材料浪費。
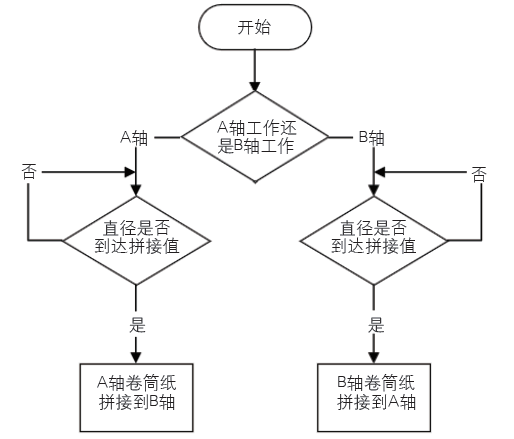
原設備的拼接實現方式
改造的總體要求
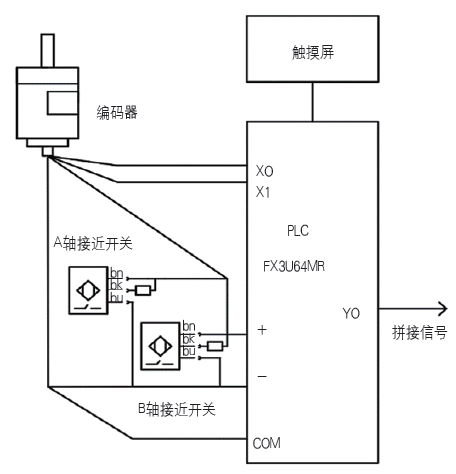
硬件選擇及安裝
改造后的成效
通過對拼接系統的改造,實現了放卷機構自動拼接功能,此次成功改造大大減輕了操作人員的勞動強度,縮短勞動時間,降低紙張浪費,節約公司原輔料成本。操作成功率高達100%,完全避免了因操作人員操作失誤引起的拼接失敗。經過一年多的穩定使用,證實此次自動拼接改造圓滿成功。
作者:龍巖鑫達彩印有限公司 鄭 淼

