
你想了解的凹版電雕工藝相關問題,都在這里了!
時間:2022-01-27 來源:
在凹印中雖然激光機的使用量在增加,但電雕機的制版量在市場中仍占據絕大多數。我們常用的電雕機按現在使用狀況來說,主要有Hell K500系列、MDC 21系列、MDC GS系列及我們集團內的DYM系列四大類,其余如820、850、杭州科雷、日本的電雕機,或數量少,或已基本被淘汰,在此不做說明。
從電雕機雕頭雕針的工作方式來分,基本有兩類:一類是側擺式,另一類是直振式。
其中,側擺式是指雕針以一個固定柱為中心進行擺動,而直振式是雕針整體前后振動完成雕刻。Hell K500系列、MDC 21系列及我們集團內的DYM系列都是側擺式,而MDC GS系列及820、850都是直振式。
根據這兩種工作方式,我們就不難理解為什么直振式網點的網形美觀,因為其可以很容易使網點四面網墻均勻,而側擺式很難,比如,同樣是120度雕針,在雕刻170µm和120µm寬時不可能同時保證網墻均勻。
雕頭的另一個參數就是雕刻頻率,從最初的3200Hz到3800Hz、4200Hz、7500Hz、8100Hz,再到目前最高的12800Hz。雕頭的雕刻頻率直接影響雕刻效率,比如,雕刻同樣的內容圖案和工藝條件,8100Hz的雕頭雕刻時間要比4200Hz的雕頭少近一倍。
從電雕機的雕刻方式來分,主要有兩類,一類是螺旋式,另一類是步進式。顧名思義,螺旋式是指雕刻時版輥勻速轉動,雕頭橫向勻速移動雕刻,雕刻軌跡展開為一條螺旋線。步進式是指雕刻時版輥勻速轉動,雕頭每雕刻一周橫向移動半個網穴寬度。
兩種雕刻方式各有優點:螺旋式版面美觀、工作效率高,雕刻速度較步進式快約30%左右;步進式在多版聯排、保持網點一致性方面有優勢,所以多用于特種版,如煙包、酒包或有細線等粗這類特殊要求的產品。
傳統德產雕刻機的工作方式為步進式,傳統美產雕刻機為螺旋式,現在的電雕機一般都具備兩種雕刻方式。
在日常工作中,經常遇到客戶帶樣的活,對于其中一些要求較高的活,不僅顏色、層次要求一樣,甚至工藝條件也要求一樣,這時就需要我們來判定樣稿的工藝。由于缺乏經驗,有些人不能判定是需要電雕工藝還是膠印、柔印工藝,或是激光、腐蝕工藝。實際上,判斷方法很簡單,可以參考以下幾點:
(1)能看到與印刷方向一致的通道,肯定是電雕工藝;
(2)水平、垂直方向網點疏密不一致,肯定是電雕工藝;
(3)實地文字邊緣有網點,是電雕工藝或腐蝕工藝,不是膠印、柔印工藝;
(4)如有包邊、開關線等特殊工藝,可以判定是激光、腐蝕工藝。
用放大鏡觀察網點,如圖1所示,我們發現所有網點圖像都有4條直線,電雕網點為一條水平、一條垂直,另外兩條為反映網點角度的直線,它們與水平垂直線的關系隨網角變化而變化,而水平垂直線不變。
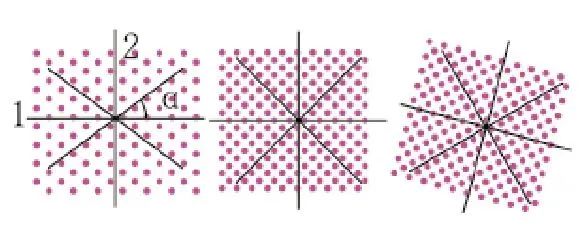
圖1 用放大鏡觀察網點
除電雕外其余網點圖像都是45度夾角直線,只有在45度時才有水平垂直線,其余情況都是四線一起轉動(激光特殊網點除外)。
電雕參數包括線數、網線角度、針角。在實際使用時,有兩個常用詞匯,即標準網角、自由網角。
其中,標準網角最早來自德產雕刻機,是指通過變換線數角度設計4種條件,使其在疊加時盡可能不出龜紋,如常說的70線角0、角2、角3、角4,以組的形式出現;自由網角采用實際線數、角度命名,如70線30°等。
實際上,所有標準網角都可用自由網角來說明,如70線角0對應自由網角為71線36.87°,100線角4對應自由網角為100線40°。
線數、網線角度需要用網坑測試儀進行測量,如沒有版輥只有印樣,也可用帶刻度的40倍放大鏡測量,如圖2測量網高為h,網間距為a,可按下式計算:
α = atan(h/a)
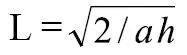
注:所用單位為mm
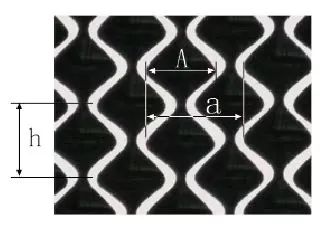
圖2 線數、網線角度的測量
為了準確測量,以5個網坑為單位測量,再除以5,這樣更加精確。另外,在實際測量時,要考慮圖案內容、標準網角、自由網角及常用電雕工藝,在測量誤差范圍內修正數值。
如純文字版,常用角度有30°、38°、45°、36.87°(標準角0)、40°(標準角4);
層次版,常用角度有30°、36.87°(標準角0)、40°(標準角4)、59°。
角度確定后,標準網角還是自由網角基本也定了,再考慮網線問題。網線的測定還有一個簡易方法,用帶刻度的高倍放大鏡,在網坑角度方向上測量,看1mm內有幾個網坑,就表示多少線,如7個網坑,就表示7l/mm或70l/cm。
深度的測量要用到網坑深度測量儀,目前沒有激光或腐蝕工藝的公司一般不配備。依據深度可以計算針角,方法是在版輥上用深度測量儀測出深度D及實際雕刻網坑寬度A,按如下公式計算:
β = 2atan(A/2D)
由于深度測量誤差較大及實際雕刻針的針角不標準,應多測量幾次,計算后再按每5°為1梯往上靠,如算出為118°,則按120°認定。常用針角為100°~140°,每5°為1梯跳動,塑料層次版多用120°針。
知道針角,依據雕刻網坑寬度計算深度,公式如下:
D=A/2*ctg(β/2)
表1為層次版常用的網線網角,33.7°和56.3°在我國一般不用,日本采用過此工藝。當然,對應的標準網角和自由網角還有高網線相配,如90線角0、角2或90線30°、60°的組合。
表1 層次版常用網線網角
其中,70線角0、角2為常用標準網角搭配,70線角4為高網線文字版搭配;70線30°、60°為常用自由網角搭配。選擇網線網角時,主要考慮以下幾點。
文字筆劃的粗細是選擇線數最重要的依據,如有的廠家規定0.13mm以下筆劃采用70線角4,0.13mm以上筆劃采用70線角0等,同時角度也會影響文字線條的“鋸齒”情況,一般情況下45°角“鋸齒”最小,但同時要考慮上墨量的問題,折中后線條版多選用38°、40°或角0。
當承印物粗糙或油墨顆粒粗時,一般會選擇粗網線如60線,這樣方便油墨轉移,當與文字筆劃矛盾時通常會采取別的措施,如加深針角、加深腐蝕、修字等特殊工藝。還有些特殊工藝,如水性油墨、光油等,也是決定網線的重要因素。
一般精美的圖案,采用的承印物也會較細膩,這時我們采用稍高的網線會得到更細致的層次效果,同時也是決定網角的因素:如圖案整體以藍色調為主,一般青版為30°或角0,可表現更豐富的階調,品版采用60°或角2;如圖案整體以紅色調為主,品版采用30°或角0,青版采用60°或角2。
其余兩支版中黃版為弱色,一般采用30°或角0;黑版多文字,一般采用角4或其他高網線條件。
有些廠家或客戶提出某版加深、某版流平性要好等要求,我們要特殊考慮:加深可采用減小針角、降低線數、同線數降低網角(最小30°)來處理;流平性好主要是加大通道、選用較好針形、降低網角(30°流平性最好)來處理。
有時客戶還要求不得用標準網角,反映標準網角疊加后網紋較大,這時我們就要選擇自由網角的30°、60°工藝。
當上述條件都相同時,印刷環境和印刷工藝也影響電雕工藝,如車間濕度大、通風不好,應將線數高些、角度小些或針角大些,幫助流平;如印速快、墨轉移好,可以將線數高些,以達到更細的層次效果。
在實際使用過程中,標準網角和自由網角嚴格講都只有一對角度不出龜紋,標準網角的角0、角2不出,自由網角的30°、60°不出,其余角度都出,如圖3。
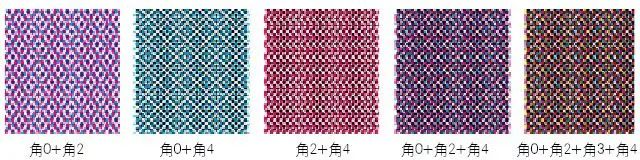
圖3 標準網角的角0、角2、角3、角4組合效果示意
從圖3可以看出,后4幅圖都可以看作有龜紋,只不過由于網點搭配時大小不一、深淺不一、很少四色都重等原因,95%是看不出的,包括角0和角2的組合,其網紋也較大,國內有不少用戶明確提出不用標準網角工藝。在實際應用中由于黃版上有文字和線條,所以角3一般不用,而采用角0工藝。
自由網角層次版的組合只有30°、60°組合,常用條件為青30°、品60°、黃30°、黑30°。當有小文字、細線條要求時,如單純為線條,采用90線38°或100線38°,如同時有層次,一般采用提取文件進行分雕的方法處理,線條采用高網線,層次采用30°。
但有時文件很復雜,不能進行分雕,這時的處理方法一般為全部用高網線,如由70線提高至90線,帶來的負作用主要有兩個,一是效率降低60%,二是含墨量少了。相比而言,傳統自由網角缺少高網線和粗網線的層次組合。經過筆者的研究和計算,找到了合適的高網線(高)和粗網線(低)組合,如圖4。
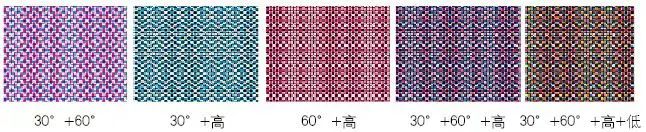
圖4 自由網角疊加效果
從圖4可以看出,30°、60°的組合網紋更細,后面4幅圖的疊加效果也較標準網角要好,這樣就解決了自由網點只有一對組合的難題。同標準網角一樣,實際使用時,一般不使用粗網線,常用組合是30°、60°和高網線組合。其中,高網線的算法,通過網寬采用60°的網寬,網高采用60°網高的1/2來計算。
龜紋也叫摩爾紋,以前的定義多集中在加網角度上,實際上在掃描、雕刻、印刷時都有可能產生龜紋。因此,筆者認為龜紋合適的定義應是因數據網格的重疊沖突而產生的規律性干擾網紋。
掃描時產生龜紋主要是印刷品掃描時對焦太清晰所致,模糊一下即可解決;雕刻時產生龜紋主要是單色版因邊緣增強不合適造成版面上有紋,去掉邊緣增強即可解決;印刷時產生龜紋主要是線數、角度不合適造成網點規律性疊加及錯開,處理這類龜紋比較復雜,采用同一網線或同一組網線一般不會出現問題,如70線角0、角2、角3、角4或自由網角30°、60°疊加,如果還不能解決,就只有采用分雕的方法,即保持層次部分線數角度配套,文字線條部分按筆劃給定線數。
色差是指在印刷過程中由于版輥尺寸精度、承印物變形造成不同色版網點重合、錯開,以致使顏色不一致的現象。這個很好理解,如同樣大小的50%的青網點和黃網點在重合和錯開時顯示顏色是不一致的,重合時偏青,錯開時發綠,如果是與黑版重合時將會把下面顏色蓋死,只體現黑。
常見色差有青黃色差、青黑色差、咖啡色差、品黃色差、品黑色差等,也可分為雙色色差、三色色差。處理方法如下:
(1)如是兩色色差,更換出現色差的一支版的角度,如角0換為角2或角4、30°換為60°等;
(2)將出色差的其中一支或多支版調深,使其并網,就不存在錯開和重合的問題了;
(3)通過線數角度的相配,使其網點錯開;
(4)由于黑墨遮蓋力較強,透明性較差,可以在調整網點時降低黑版色量,用青、品、黃三色取代,從而減小色差幾率。
通過上述方法并不能完全避免色差,僅可減少出現幾率,同時色差的出現有些在印刷以前是不可預知的,如青黃色差等,它和色量大小、版輥尺寸及聯排數量都有關系,并無規律可循,但黑色、咖啡色色差可提前預判,通過調整可避免或減輕。

