不干膠標簽模切質量問題不斷?這些因素要知曉!!
時間:2022-07-22 來源:
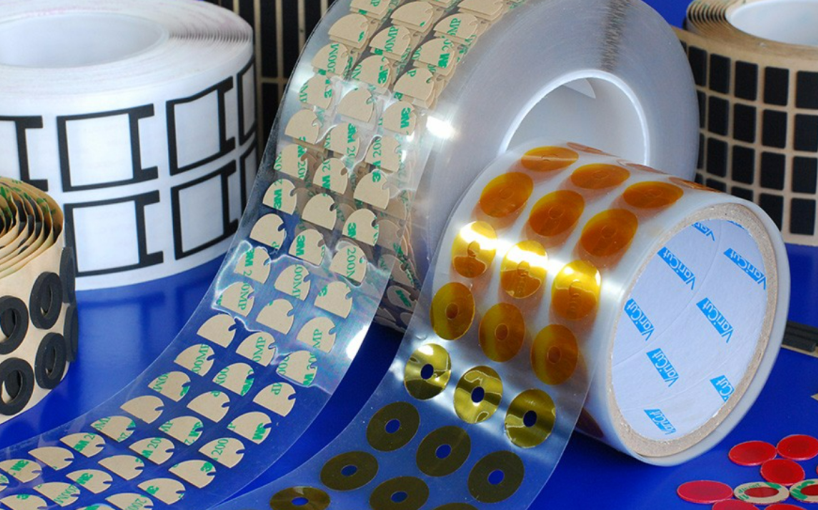
在不干膠標簽生產過程中,模切質量的好壞將直接影響標簽的后道加工工序,甚至會導致產品不良,廢品率增多。因此,模切環節不容忽視。本文,筆者為大家介紹一下模切的質量要求、模切方法以及影響模切質量好壞的一些常見因素。


除了以上影響因素外,模切質量的好壞還與操作人員的技術水平、車間環境、靜電、模切機的精度等有關。


THE 10th ALL IN PRINT CHINA
第十屆中國國際全印展
全印展
中國國際印刷技術及設備器材展
China International Exhibition for All Printing Technology & Equipment
2026年10月12-16日
上海新國際博覽中心
Shanghai New International Expo Centre
Supported by

時間:2022-07-22 來源:
在不干膠標簽生產過程中,模切質量的好壞將直接影響標簽的后道加工工序,甚至會導致產品不良,廢品率增多。因此,模切環節不容忽視。本文,筆者為大家介紹一下模切的質量要求、模切方法以及影響模切質量好壞的一些常見因素。
除了以上影響因素外,模切質量的好壞還與操作人員的技術水平、車間環境、靜電、模切機的精度等有關。