
解決制版環(huán)節(jié)這些影響因素,柔印套準(zhǔn)不再是難題!
時間:2022-09-01 來源:
柔印因其環(huán)保、高效、色彩一致性、多工藝在線組合等優(yōu)點(diǎn),獲得越來越多印刷企業(yè)的青睞。然而,在柔印過程中,或多或少會遇到各種問題,套印不準(zhǔn)便是常見問題之一。引起套印不準(zhǔn)的因素眾多,其中包括柔性版制版尺寸的均一性。下面,筆者就從印前角度探討柔性版制版尺寸的影響因素,以期能為實(shí)際生產(chǎn)提供些許幫助。
印版從平面到曲面的變形
在柔性版印前處理中,印前人員會對文件的圓周方向做一個收縮,這個收縮便是變形率(根據(jù)最終印刷結(jié)果,判斷軸向是否發(fā)生收縮或擴(kuò)張,然后做對應(yīng)處理。除具有收縮性的薄膜印刷外,一般不做處理)。關(guān)于變形率,筆者認(rèn)為有必要解釋清楚,因?yàn)樵诩す獾窨虣C(jī)上,也存在變形率的概念,很多用戶對此感到困惑,常常將二者混淆,不知該如何調(diào)整。這兩種變形,本質(zhì)上都是由印版從平面變形到曲面后,表面長度發(fā)生變化導(dǎo)致的,以下做詳細(xì)分析。
為什么會有變形?筆者認(rèn)為主要有兩方面原因:一是大多數(shù)柔印機(jī)普遍采用圓壓圓結(jié)構(gòu),柔性版輥筒為圓形;二是柔性版因其“柔”的特性,表面容易被拉伸。常用的版材厚度從1.14mm到6.35mm不等,相較于膠印PS版常用的0.14mm和0.27mm的厚度,屬于厚版材,變形更加明顯。
綜合以上兩個因素,便需要印前對文件的圓周方向做相應(yīng)比例的收縮。具體原因如下:當(dāng)印版平放時,印版的底面長度L0和表面長度L相等,如圖1所示。

圖1 未裝版的印版
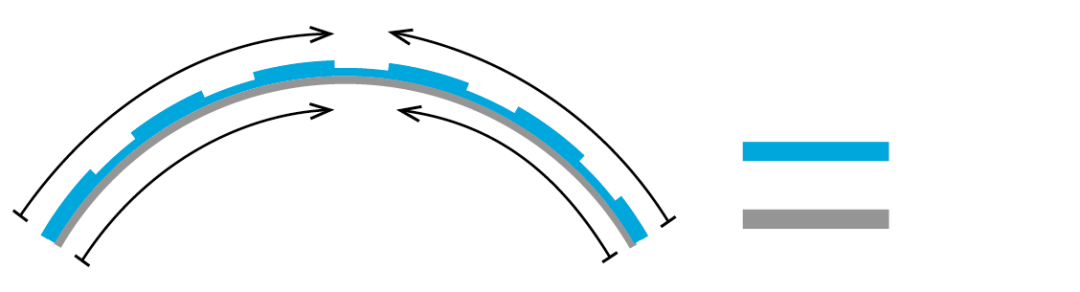
圖2 裝版后的印版(局部)
然而當(dāng)印版貼在版輥筒或套筒上時,情況便有了變化,底面長度L0與實(shí)際參與印刷的表面長度L不再相等,如圖2所示。柔性版的底面為不易被拉伸的PET材料,而且厚度較薄,其變形可以忽略不計(jì),因此可以假定支撐膜彎曲后的長度L0與其平放長度一致。
根據(jù)簡單的數(shù)學(xué)計(jì)算,L0=2π(R+TTape+TPET)、L=2π(R+TTape+T),二者的長度差:L-L0 =2π(T-TPET)=K。其中,R為版輥筒半徑,TTape為雙面膠厚度,TPET為印版支撐膜厚度,T為印版厚度,L為印刷周長,L0為印版平放后的長度,K為常數(shù)。
根據(jù)長度差等式可以發(fā)現(xiàn),最終長度差竟然與文件尺寸、版輥筒/套筒大小、雙面膠厚度都無關(guān),僅和印版厚度與印版支撐膜厚度差相關(guān),即樹脂層厚度。對于特定的印版而言,這是一個定值K。由此可以得出:變形率=1-K/L。例如,某印版厚度為1.14mm,(TPET為0.19mm),輥筒齒數(shù)為100T(印刷周長為317.5mm)。然后可知變形率=1-2π(1.14-0.19)÷317.5=98.12%。也就是說,317.5mm印刷周長對應(yīng)的印版平放長度為317.5×98.12%=311.53mm,而不是317.5mm。
對于激光雕刻機(jī)而言,完美還原文件尺寸是至關(guān)重要的功能之一。為方便討論,將文件的橫向?qū)?yīng)激光雕刻機(jī)的橫向A,文件的縱向?qū)?yīng)圓周方向P,如圖3所示。
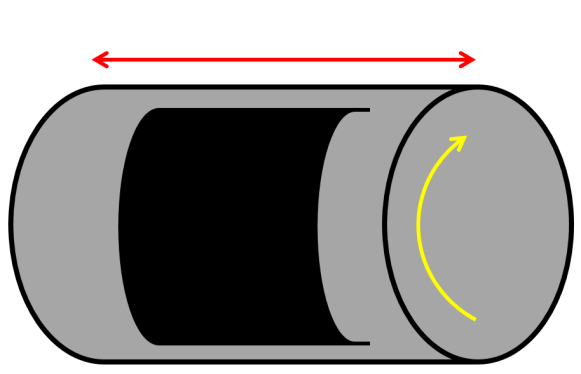
圖3 印版在激光雕刻機(jī)滾筒上
A方向:印版并無拉伸出現(xiàn),因此印版表面長度L和底面長度L0始終相等,參考圖1。P方向:激光雕刻機(jī)多為外鼓式,方式同印版輥筒類似。當(dāng)印版在P方向緊貼激光雕刻機(jī)輥筒(也被稱之為“光鼓”)時,印版表面長度L與底面長度L0不等,參考圖2。
因此,激光雕刻機(jī)必須具備周向校正功能以調(diào)整雕刻長度L,使其對應(yīng)的平放長度L0與文件縱向長度一致,這才是雕刻的目標(biāo)。舉例示意:假如文件是長度為1000mm的線條,沿A方向雕刻后的長度為1000mm,而P方向的雕刻長度應(yīng)是1005mm(僅做示例,非準(zhǔn)確數(shù)值),對應(yīng)的平放長度L0才是1000mm。但如果激光雕刻機(jī)沒有周向校正功能或校正不準(zhǔn)時,那么同一個文件會因?yàn)榈窨谭较虿煌鴮?dǎo)致最終的長度不同,這是常見的卻也是常被忽略的隱患。理解這一點(diǎn)非常重要。
因?yàn)槿嵝园姘娌膬r格較高,雕刻成像之前,通常需要旋轉(zhuǎn)文件進(jìn)行拼版操作,從而提高版材的利用率。因此,必須保證文件無論旋轉(zhuǎn)與否,雕刻成像后的橫縱向尺寸均與對應(yīng)方向的原文件尺寸在很小的誤差范圍內(nèi)。
理解了以上兩個變形率,排查問題時便能有的放矢。仍以前文中的示例說明,原文件縱向長度是317.5mm,正規(guī)做法應(yīng)當(dāng)是在制圖軟件中將縱向長度調(diào)整為311.53mm,即最終制版文件縱向長度為311.53mm。但筆者曾見過有些新客戶,原文件不做變形,即最終的制版文件縱向長度為317.5mm,試圖通過激光雕刻機(jī)的周長調(diào)整功能,將最終的縱向長度調(diào)整為311.53mm,一套文件一個收縮率。
這便是由于分不清二者的區(qū)別,采取的費(fèi)時又費(fèi)力、顧此而失彼的做法。制版文件的變形應(yīng)在印前制圖或RIP中完成,激光雕刻機(jī)的任務(wù)則是保證成像后的印版平放時,A、P兩個方向的長度與制版文件近乎一致。
制版環(huán)節(jié)
目前,市場上制版技術(shù)百花齊放,但主流制版技術(shù)仍以溶劑洗版為主,其工序?yàn)楸称亍⒌窨獭⒅髌亍⑾窗妗⒑娓伞⒑筇幚怼R话愣裕称亍⒅髌睾秃筇幚砉ば驅(qū)τ“娉叽缬绊戄^小,在此不做過多探討。相對而言,雕刻、洗版和烘干工序?qū)τ“娉叽缬绊懽畲螅?/span>雕刻環(huán)節(jié)已在第一部分單獨(dú)介紹,以下著重分析洗版和烘干工序。
用于大規(guī)模生產(chǎn)、占主導(dǎo)地位的設(shè)備是連線式洗版機(jī)。它們大多是通過鏈條或絲杠的牽引,沿直線帶動掛版條和印版通過毛刷單元,將未固化的樹脂溶解在溶劑中。假若毛刷壓力設(shè)置過大,需要將相應(yīng)的牽引力同時加大,印版沿洗版移動方向上必然存在更大的拉伸。
同一工單的各色版如果是相同方向洗版,那么問題并不會很突出,但假如某些色版的洗版方向剛好與其他色版垂直,如圖4中Y色版,在同一印刷方向上,Y與C、M的拉伸變形不一致,很容易出現(xiàn)套準(zhǔn)問題。
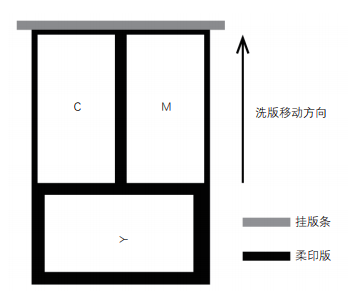
圖4 拼版后的印版
解決此類問題,首要的工作便是校準(zhǔn)洗版機(jī)的壓力和速度,使其恢復(fù)到正常狀態(tài)。當(dāng)迫于現(xiàn)實(shí)問題,硬件設(shè)備無法調(diào)整或更換時,筆者建議對于套印要求嚴(yán)格的訂單,盡可能地保證各色版洗版方向一致。
柔性版經(jīng)過洗版后,雖然未固化的樹脂不會被溶劑所溶解,但仍然會因?yàn)槲詹糠秩軇┒兊门蛎洝_@種膨脹隨著浸泡時間的加長,而變得愈發(fā)嚴(yán)重。因此,應(yīng)設(shè)置合理的洗版速度,盡可能地縮短洗版時間。
定期檢測藥水溫度、配比、固體含量等,將其標(biāo)準(zhǔn)化,顯得十分重要。當(dāng)這些因素得到合理控制以后,重新進(jìn)行洗版測試:裁取長度約20~30cm、寬度與洗版機(jī)寬度接近、未曝光的版材,直接洗版,找到洗版深度比目標(biāo)底基低約0.2mm的洗版速度,即為合適的洗版速度,這樣既能保證良好的洗版效果,又能避免過長的洗版時間。
烘干的目的在于將版材吸收的溶劑揮發(fā)出來,恢復(fù)其原有的厚度。理論上,烘干溫度越高,溶劑揮發(fā)速度越快,版材也將更快地恢復(fù)到原有的厚度。但凡事具有兩面性,受版材底部的PET支撐膜的影響,過高的溫度(>65℃)將導(dǎo)致PET出現(xiàn)不可逆轉(zhuǎn)的變形,這會引起印版尺寸產(chǎn)生較大變化。同時,過低的烘干溫度不能充分地將溶劑烘出,50~60℃是一個常用的合理的溫度區(qū)間。需要格外注意的是,部分烘干機(jī)溫控顯示單元并不精準(zhǔn),例如,顯示器顯示60℃,但實(shí)際溫度可能達(dá)到65℃甚至更高,因此應(yīng)首先知曉烘干機(jī)的實(shí)際溫度。
根據(jù)使用的洗版溶劑的不同,烘干時間略有差異。如果使用四氯乙烯+正丁醇洗版,烘干時間非常短,效率很高,這也是制版公司鐘情于此的原因之一。但是由于四氯乙烯對環(huán)境不友好、對人體傷害大的缺陷,隨著生態(tài)文明建設(shè)的不斷深入推進(jìn),迫于環(huán)保的壓力,越來越多的用戶正在或主動或被動地轉(zhuǎn)向環(huán)保溶劑。
環(huán)保溶劑相對于四氯乙烯而言,需要2倍甚至3倍的烘干時間。過短的烘干時間,會導(dǎo)致溶劑不能完全揮發(fā),殘留在印版內(nèi),從而導(dǎo)致印版偏厚、印刷周長偏長、耐印力降低等問題。而過長的烘干時間,將導(dǎo)致印版低于正常厚度、印刷周長偏短。鑒于使用的溶劑、版材類型、版材厚度不同,很難有統(tǒng)一的烘干時間,讀者可向版材供應(yīng)商或溶劑供應(yīng)商咨詢,也可根據(jù)實(shí)際烘干效果自行判斷。以1.70mm厚的印版為例,烘干后的印版厚度建議保持在1.69~1.75mm范圍內(nèi)。
市場上烘干設(shè)備類型眾多,但質(zhì)量參差不齊。烘干設(shè)備,一次次在實(shí)踐中被證明是影響印版尺寸穩(wěn)定性的關(guān)鍵因素。原因之一,便是烘箱內(nèi)的溫度均勻性。如果存在較大的溫差,可以設(shè)想,不同位置的印版烘干效果不一致,這將極大地影響不同色版甚至同一色版的尺寸均一性,進(jìn)而無法準(zhǔn)確保證套準(zhǔn)。
優(yōu)秀的設(shè)備必須充分考慮到這些因素,保證層與層之間、同一層的不同區(qū)域之間的溫度差控制在5℃以內(nèi),這樣可以確保更優(yōu)異的烘干效果,而質(zhì)量較差的烘干設(shè)備,即使同一層,溫度差也可達(dá)15℃之多,這樣的設(shè)備無法保證烘版質(zhì)量,對于某些套印嚴(yán)格的印刷訂單,影響會更加明顯。
熱脹冷縮是我們熟知的物理規(guī)律,同樣,柔性版經(jīng)過長時間、高溫度的烘干,已經(jīng)發(fā)生了膨脹。有資料建議將印版冷卻6~8小時再進(jìn)行后處理。但對于用戶而言,這是極不現(xiàn)實(shí)的。通常只需要在固定的室溫下冷卻10~15分鐘,再進(jìn)行后處理。即便如此,也只有極少的用戶能夠做到。
除了以上因素以外,印版的保存方式和放置時間也是較大的影響因素。可能有的用戶曾經(jīng)有過這樣的經(jīng)歷:放置很長時間的舊版與新制的版套不上,原因多在于此。由于樹脂的特性,隨著印版放置時間的加長,樹脂會逐漸內(nèi)縮,因而對于套印要求嚴(yán)格的印刷訂單,應(yīng)當(dāng)避免新舊版混用。同時,建議將印版避光保存在溫度為15~25℃、相對濕度為50%~60%的環(huán)境中,避免因保存環(huán)境的差異而導(dǎo)致印版發(fā)生非正常形變。


如前所述,套印是一個綜合性問題,除了印前制版以外,裝版環(huán)節(jié)的不均勻拉扯、套筒直徑的均勻性、雙面膠厚度的均勻性、印版與油墨的兼容性等因素,都將對不同色組的印刷長度產(chǎn)生影響,由此影響套準(zhǔn)精度。因此,筆者謹(jǐn)以此文作為引玉之磚,希望有更多專業(yè)人士參與探討,共同推動柔印技術(shù)的進(jìn)步。

作者:恩熙思印刷科技(上海)有限公司 霍紅波

易大廳.png)