
這樣進行電化鋁跳步計算,再也不怕浪費!
時間:2023-03-16 來源:
燙印工藝中所用的燙印箔是通過真空鍍鋁的方法制作而成的,俗稱電化鋁。燙印作為一種表面裝飾工藝,通過不同色彩的電化鋁使印品經(jīng)燙印后光澤度、立體感、金屬感、防偽性能上都有較高的表現(xiàn)力,為包裝產(chǎn)品增加附加值的同時提高了產(chǎn)品精美度和高端度。該工藝技術(shù)主要應(yīng)用在酒包、煙包、賀卡等高檔包裝產(chǎn)品上,目前各類產(chǎn)品上燙印圖案形狀各種各樣、大小也不同,為使電化鋁得到充分利用,合理的進行跳步以及在生產(chǎn)前模擬計算出該產(chǎn)品跳步數(shù)值很有必要性。
通常印企一貫使用的方法是通過有經(jīng)驗的工人師傅進行手工測量得出數(shù)值,再錄入機臺系統(tǒng)電腦進行驗證,一旦有出入,將重新計算再驗證校正步距值,這樣既消耗了大量的準(zhǔn)備時間,也浪費了昂貴的電化鋁和印刷品。下面,筆者將詳細介紹不同情況下的電化鋁跳步計算方法和思路。
如圖1所示,雙喜(硬經(jīng)典)小盒這款產(chǎn)品在電化鋁燙印跳步計算中極具代表性,下面就以此為例演示如何計算跳步的步距以及在電腦軟件上如何進行模擬跳步驗證。
圖1 雙喜(硬經(jīng)典)小盒產(chǎn)品實物圖
首先確定排版圖橫向3拼、縱向6拼,上下左右單刀、左右插入燕尾13mm,共計18拼的一個排版方式,單個產(chǎn)品尺寸為98mm×249mm。燙印步距計算是一個繁瑣的過程,不同的圖案形式節(jié)約電化鋁的算法各不相同,對于電化鋁的跳步穩(wěn)定性而言,能實現(xiàn)單步均步跳步是最理想的狀態(tài),但同時也要考慮電化鋁的利用率,適當(dāng)調(diào)整走鋁步距以達到最優(yōu)方案。
(1)確定燙印圖案走鋁方向,根據(jù)拼版方式首選縱向走鋁。
(2)確定燙印圖案形式,單一規(guī)則均勻分布。設(shè)定電化鋁分切寬度為30mm,測量單個燙印圖案縱向跳步最大尺寸為15.4mm,上下位置保留最小1mm的安全距離。單個盒子縱向尺寸為98mm,兩個燙印圖案中間可放等量圖案最多為4個。由此可算出平均步距為19.6mm,最后確定走鋁方向上印版的個數(shù)為6塊。
(3)根據(jù)BOBST設(shè)備說明書附頁鋁箔跳步表查詢相應(yīng)參數(shù)值進行公式計算,其中C為跳步步距尺寸、N為跳步次數(shù)。
跳步1:6C=6×19.6=117.6mm
次 數(shù):N=1
(4)求得鐳射金喜框+小中文跳步為117.6mm。
(1)確定燙印圖案走鋁方向,根據(jù)拼版方式首選縱向走鋁。
(2)確定燙印圖案形式,單一規(guī)則均勻分布。設(shè)定電化鋁分切寬度為25mm,測量單個燙印圖案縱向跳步最大尺寸為15mm,上下位置保留最小1mm的安全距離。單個盒子縱向尺寸為98mm,兩個燙印圖案中間可放等量圖案最多為4個。由此可算出平均步距為19.6mm,最后確定走鋁方向上印版的個數(shù)為6塊。
(3)根據(jù)BOBST設(shè)備說明書附頁鋁箔跳步表查詢相應(yīng)參數(shù)值進行公式計算,其中C為跳步步距尺寸、N為跳步次數(shù)。
跳步1:6C=6×19.6=117.6mm
次 數(shù):N=1
(4)求得全息電化鋁跳步為117.6mm。
(1)確定燙印圖案走鋁方向,根據(jù)拼版方式首選橫向走鋁。
(2)確定燙印圖案形式,多個不規(guī)則分布。設(shè)定電化鋁分切寬度為45mm,測量一組燙印整體圖案橫向跳步最大尺寸為61mm,上下位置保留最小1mm的安全距離。單個盒子橫向尺寸為249mm,插入燕尾13mm,兩個燙印圖案中間可放等量圖案最多為2個。由此可算出平均步距為78.7mm,最后確定走鋁方向上印版的個數(shù)為3塊。
(3)根據(jù)BOBST設(shè)備說明書附頁鋁箔跳步表查詢相應(yīng)參數(shù)值進行公式計算,其中C為跳步步距尺寸、N為跳步次數(shù)。
跳步1:1C=1×78.7=78.7mm
次 數(shù):N=1
跳步2:4C=4×78.7=314.8mm
次 數(shù):N=2
(4)求得鐳射金大中英文跳步為78.7mm 、314.8mm。
(5)根據(jù)上述大中英文橫向跳步演示情況,這種走鋁方式可行,但是圖案的間隙沒有合理利用,從而造成了鋁箔浪費,為了節(jié)約鋁箔,我們進一步嘗試其它步距的跳步方式,如圖2所示。
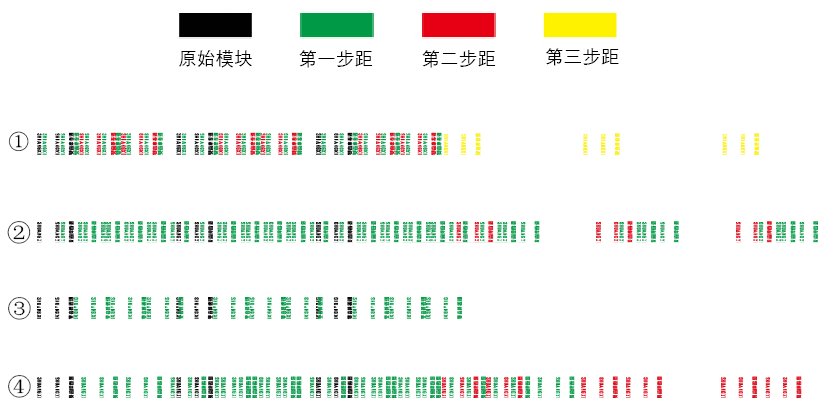
(6)以橫向單個圖案實際尺寸為7.6mm,第一步步距為9mm則第二步最小為61mm,循環(huán)兩次就會出現(xiàn)疊燙現(xiàn)象,說明不可行,如圖2中①所示;類推以橫向兩個圖案實際尺寸為37mm,第一步步距為39mm可循環(huán)次數(shù)為5,則第二步步距為515mm,以此類推此可循環(huán)走鋁,如圖2中②所示,跳步為:39mm×5 、515mm×1;以橫向三個圖案實際尺寸為61mm,循環(huán)兩次就會出現(xiàn)疊燙現(xiàn)象,說明不可行,如圖2中③所示;根據(jù)上述步距大于61mm且小于78.7mm之間是否有合適步距,進一步推算步距為75mm時,第一步步距為75mm可循環(huán)次數(shù)為5,則第二步步距為310mm,以此類推此可循環(huán)走鋁,如圖2中④跳步為:75mm×5 、310mm×1。
通過整理以上3種可行性跳步方案計算電化鋁使用量:第一種使用0.045×0.31/4=0.0035m2;第二種使用0.045×0.2/5=0.0018m2;第三種使用0.045×0.216/6=0.016m2;由此第三種方案電化鋁用量最為節(jié)約。

電化鋁的跳步不是固定不變的,盡可能要使電化鋁的利用率達到最高,這也要考慮其它方面的因素,如電化鋁的重量和直徑、燙印的速度、電化鋁的延展性、步距的長度、電化鋁的張力等,這些都是造成鋁箔重疊的原因。合理的產(chǎn)品設(shè)計以及拼版方式會極大提高電化鋁的利用率,有些產(chǎn)品也可以利用橫縱向同時進行燙印,大大減少鋁箔的使用量。今后還會有更多的方法、更快捷的步驟、更好的智能化軟件來幫助我們提高工作效率。
作者|張鑫 東莞智源彩印有限公司

易大廳.png)