
新款芙蓉王煙包,從設計研發到批量生產的工藝優化全過程
時間:2023-05-16 來源:
2020年下半年,湖南中煙技術中心面向社會公開征集芙蓉王新品煙包設計方案和樣品,要求在芙蓉王(硬藍新版)煙包系列中,開發一種紅色款新品煙包。筆者所在公司接到設計任務后,立即組織研發團隊投入緊張工作中,公司技術中心設計、工藝、排版三組聯動,在生產車間和物資管理部門的全力配合下,最終按期完成了此款芙蓉王新品煙包的設計研發任務。
2021年初,公司設計研發的新品芙蓉王(硬紅寶石)煙草包裝(如圖1所示),在眾多設計方案中脫穎而出,實現中標量產。筆者現將芙蓉王(硬紅寶石)煙草包裝從設計研發到實現批量生產的工藝優化全過程進行分享,希望能為同行提供更多經驗。

圖1 新品芙蓉王(硬紅寶石)煙草包裝
創新性煙包設計與前瞻性工藝研發的運用,這兩者是需要完美契合的。優秀的煙包設計必須輔以前瞻性工藝研發思維,這樣才是產品設計研發的“王道”,它們的完美融合是實現產品批量生產和產品質量穩定的前提基礎。
針對“寶石”的特質如何體現,產品的上乘品質又如何表達?設計團隊在公司設計專家的帶領下開展了“頭腦風暴”式討論,通過各種奇思妙想不斷地碰撞,最終實現了設計靈感突破,提出了創新性外觀設計思路:大透鏡定位紙煙盒本身就是一顆閃耀的寶石,設計人員無需再進行“寶石”外觀設計,而是把整個煙包打造成為一顆閃閃發光的紅寶石。
在保持原芙蓉王常規煙包風格不變的情況下,芙蓉王(硬紅寶石)煙包的底紋設計成為重中之重,于是整個設計團隊鎖定以“中國紅”作為包裝的主體色調,每人設計兩款底紋,一輪、兩輪、三輪下來,設計團隊嘗試了很多方案,如:皮紋、金屬拉絲紋、光芒放射紋、水波紋,波點紋,細錘紋等,這些方案的紅色基底的設計樣都不是很理想,并不能很好地切合“紅寶石”的設計主題。
當設計正處于“山重水復疑無路”之際,一種“元代剔紅漆器”進入了設計專家的視野,此款煙包的底紋設計思路終于打破了禁錮,迎來了“柳暗花明又一村”的情境。
“剔紅雕漆”是中國傳統民族藝術,設計專家通過引用“元代剔紅漆器”上的芙蓉雕花圖案,用線和點抽象表現漆器圖案的精髓,最終設計構成此款煙包的底紋效果,如圖2所示。當設計稿出來之后,設計團隊將其與現代光刻技術制造的大透鏡紙進行結合,再配合紅色的光澤,仿佛彤云滿空,營造出了寶石被光束照耀后形成的絲絲縷縷光線,既豐富了紅寶石的細節,又增添了視覺看點,同時也是對中國傳統文化和古代漆雕的傳承,并帶來全新的視覺沖擊和極致的觸摸手感。

圖2 芙蓉王(硬紅寶石)煙草包裝底紋效果
工藝研發團隊如何用最合適的印刷工藝呈現出煙包設計效果,這是印刷工藝研發的重中之重。生產工藝研發既要考慮煙包設計的視覺美感,又要綜合考慮產品批量生產效率和產品質量穩定的相關因素。公司技術中心與車間通力協作,臨時組建了多個新品打樣工作小組,各組人員分步測試改進、推敲煙包工藝效果,反復調整印刷工藝及設計文件。在整個生產工藝研發過程中,工藝研發團隊根據煙包設計效果要求,一共制定了十余套印刷工藝方案。
為了實現芙蓉王(硬紅寶石)煙包底紋的立體花紋效果,工藝研發團隊首先想到的是絲印凸字油工藝(如圖3左圖所示),并對絲印凸字油樣品進行工藝評審得出結論:絲網印刷樣品普遍存在套印精度差和生產過程質量控制難度大的問題,而且絲網印刷線條相對較粗,紋理效果生硬、缺乏靈氣,與設計意境差距較大。
為了實現煙包底紋精美、細膩的設計初衷,同時兼顧批量生產效率與產品質量穩定的要求,工藝研發團隊經過反復測試和比對,最終確定了運用膠印逆向光油工藝(如圖3右圖所示)凸顯底紋質地效果,運用專版透鏡全息定位防偽燙印工藝、常規的燙金、壓凸工藝,以全面提高煙包外觀效果和防偽性能。經過整個工藝研發團隊不斷精工細琢,打造出了一款外觀精美、生產易控和質量穩定的產品。
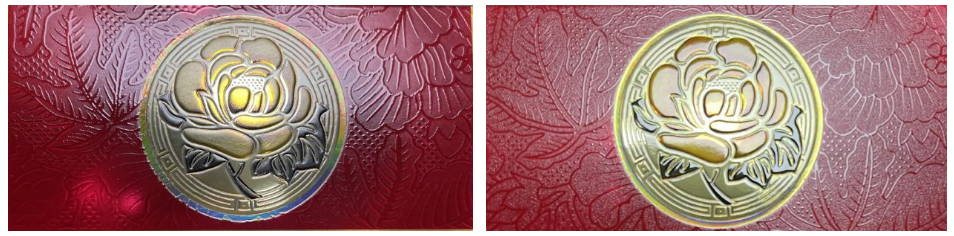
圖3 絲印凸字油印刷工藝(左)與膠印逆向光油印刷工藝(右)
批量生產工藝優化
優秀的煙包設計和工藝研發為產品批量生產打下了基礎,但是在批量生產過程中,芙蓉王(硬紅寶石)煙、條盒還是出現了二維碼噴印不實、逆向光油效果不明顯以及壓凸、壓框工序消耗大等問題。為解決該煙包在生產中存在的問題,公司技術中心聯合車間對芙蓉王(硬紅寶石)煙、條盒從三個方面進行了生產工藝優化,最終實現了產品批量生產和產品質量穩定的目標。
(1)在芙蓉王(硬紅寶石)煙盒噴碼生產過程中,經常出現二維碼噴印白線多,即噴印不實問題。公司工藝優化團隊通過觀察后發現膠印白墨流平性較差,經過反復測試發現是由于膠印白墨表面不平整,最終導致了二維碼噴印不實的問題,工藝優化團隊針對此問題進行了優化調整。
芙蓉王(硬紅寶石)煙盒由9色膠印完成,原膠印色序為:透明黃、白1、白2、原紅、擴紅、逆向底油、花黃、黑、逆向面油。針對白墨印刷平整性問題,工藝優化團隊將透明黃調整至白2后,利用透明黃色組對白墨空壓展平來提高白墨的平整性,并關閉了白2后的UV燈,同時啟用原紅色組UV燈確保白墨干燥,優化后的膠印色序為:白1、白2、透明黃、原紅、擴紅、逆向底油、花黃、黑、逆向面油。經過優化調整后,膠印白墨印刷平整(煙盒改進前后噴碼效果如圖4所示)解決了芙蓉王(硬紅寶石)煙盒噴印不實的問題。
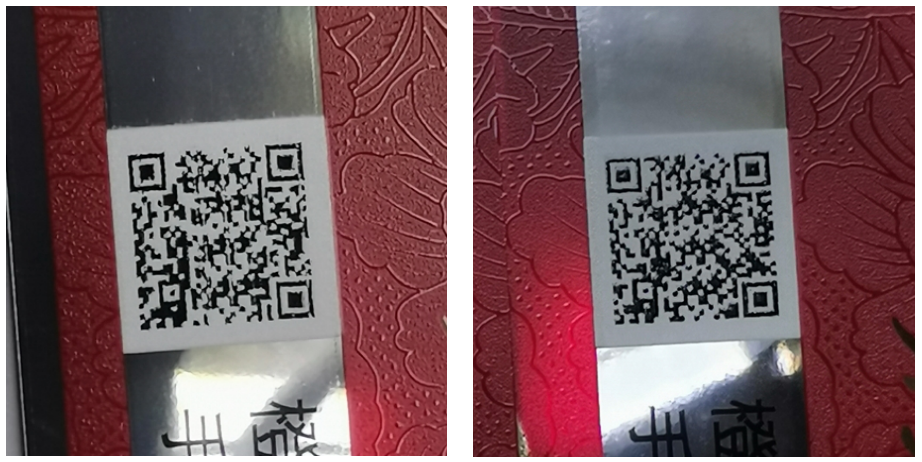
圖4 煙盒改進前(左)、后(右)噴碼效果
(2)在芙蓉王(硬紅寶石)條盒生產過程中,噴碼時同樣出現二維碼白線多噴印不實問題,通過仔細觀察噴印不實部分,發現問題除了膠印白墨印刷不平之外,還存在白墨干燥不夠徹底問題,公司工藝優化團隊針對此問題也進行了優化調整。
芙蓉王(硬紅寶石)條盒同樣使用了膠印9色印刷,膠印色序同煙盒。工藝優化團隊除了關閉白2后的UV燈啟用第4組外,還增開第6組UV燈確保白墨干燥,經過膠印工藝參數調整后,完美解決了芙蓉王(硬紅寶石)條盒噴印不實問題,后續為確保煙盒白墨干燥效果,膠印煙盒時也啟用了第6組UV燈加強白墨干燥。
調整膠印工藝解決逆向光油印刷問題
在探討此問題之前,首先簡單闡述一下逆向光油工藝的工作原理,它是通過印刷兩次不同性質的透明油墨來實現的,第一次印刷的透明油墨稱為底油,它由PS版印刷完成,膠印底油可印刷帶有復雜圖案的內容,第二次印刷的透明油墨稱為面油,它由涂布樹脂版印刷完成,墨層較厚,可提供高亮度效果。
兩種油墨結合后會形成明暗相間的圖案,由于涂布亮光層墨層較厚,所以逆向光油會有較強的觸感。在膠印生產過程中,逆向光油工藝主要出現了兩種問題:逆向光油效果不明顯、部分紋理缺失;逆向光油墨串色導致膠印異常。
逆向光油效果不明顯和部分紋理缺失問題
工藝優化團隊通過觀察問題產品,并對膠印逆向光油工藝進行了多項分步測試,通過對比測試樣品后發現此問題是由于底油附著力較差和底油干燥力度不夠造成的,因此,逆向光油工藝對紙張達因值和膠印UV干燥系統也提出了更高要求。
針對紙張表面張力出現波動導致底油附著力問題,以及膠印過程中底油UV干燥問題,工藝優化團隊對膠印工藝做了以下調整,最終解決了膠印逆向光油印刷問題。
(1)嚴把紙張入庫關。對入庫的專用紙張必須檢驗其表面張力值,抽檢紙張表面張力必須滿足40達因以上才能判定合格。當然入庫檢測是存在風險性的,在批量生產中如出現紙張張力波動導致底油附著力問題時,可以通過在面油里適當添加專用稀釋劑,來減小面油對底油的反拉力以保持底油圖案的完整性,確保膠印逆向光油紋理效果不缺失。
(2)調整膠印工藝參數。工藝優化團隊根據膠印UV光源對底油的干燥效果,選用適合底油干燥的專用紫外波長的UV燈管,并測試最適合底油干燥的UV功率參數,為增強逆向光油干燥效果提供設備支持。
逆向光油墨串色導致膠印異常
在批量印刷時,通過前期優化后逆向光油效果較好,但是在長時間印刷后又出現了底油串色到后面色組的膠輥上,引起印品在沒有逆向光油效果的位置出現花麻,特別是在黑色條碼上經常出現亮斑導致條碼識讀異常,膠印時操作人員需要頻繁清洗膠輥,加大了機臺人員的工作強度,而且膠印質量無法保障。工藝優化團隊針對此問題進行了兩個方面的優化調整,最終解決了此問題。
(1)優化調整膠印色序。將底油位置后移至面油之前,避免底油串到其他色組上造成膠印異常。優化調整后的膠印色序為:白1、白2、透明黃、花黃、原紅、擴紅、黑、底油、面油。
(2)逆向光油效果穩定性優化。在批量生產中,工藝優化團隊為獲得更穩定的逆向光油效果,同時兼顧逆向光油效果強弱控制,在底油與面油之間增加一組空壓色組提高底油平實效果,空壓后再啟用UV干燥,逆向光油效果強弱主要取決于底油干燥強度,干燥越強效果越強。通過此次優化調整后(改進前后逆向光油效果對比如圖5所示),逆向光油的效果更清晰細膩、觸感強弱可控。經過對膠印設備和膠印工藝不斷優化調整之后,膠印逆向光油在批量生產中的各類問題最終得以圓滿解決。
圖5 改進前(左)、后(右)逆向光油效果對比
調整壓凸、壓框工藝,實現壓凹凸組合工藝
為提高芙蓉王(硬紅寶石)煙、條盒的合格率和生產效率以及降低模切設備占用率,工藝優化團隊在分析壓凸、壓框兩道工序特點后得出:壓凸、壓框兩道工序存在合并的可行性。在壓凹凸組合工藝試驗過程中,主要出現了兩個問題:框線旁邊存在壓痕印問題;鋅合金版和樹脂版容易出現跑動問題。
框線旁邊存在壓痕印問題
此問題是在制作組合壓凹凸版的過程中,制版廠考慮的壓凹與壓凸面之間的高度差不夠,從而導致在壓凹凸過程中,壓凸面邊緣在產品上留下痕印所致。工藝優化改進措施:調整制版參數將壓凸面降低0.2mm,使壓凸面與壓框面存在一個合適的高度差,具體數值大小需要根據紙張厚度和壓凹凸效果強弱共同決定,改進前后壓凸、壓框效果對比如圖6所示。
鋅合金版和樹脂版容易出現跑動問題
這個問題主要是和壓凹凸組合版與模切基版的接觸面積大小以及雙面膠的黏性有關。我們可以選用質量好、粘性強的雙面膠來固定鋅合金版和樹脂版,同時適量加大鋅合金版和樹脂版的面積,我們在加大壓凹凸組合版的尺寸時要考慮拼版間距,以免發生鋅合金版過大造成兩版抵住裝不下去的問題。工藝優化團隊經過測量后將原來鋅合金版尺寸由70mm×230mm改為80mm×230mm;樹脂版A尺寸由40mm×35mm改為40mm×50mm;樹脂版B尺寸由40mm×50mm改為40mm×60mm,經過調整后再未發生鋅合金版和樹脂版跑動問題,鋅合金版改進前后對比如圖7所示,樹脂版改進前后對比如圖8所示。
在應用壓凹凸組合工藝后,該產品的生產加工中減少了一道工序消耗,同時提高了產品生產效率和合格率。

圖6 改進前(左)、后(右)壓凸、壓框效果對比

圖7 鋅合金版改進前后對比

圖8 樹脂版改進前后對比
一個新品煙包的誕生和成功量產,意味著一個個優秀團隊在各自領域的匠心獨用。本文論述了一個產品從設計研發到批量生產工藝優化的整個過程,它飽含著眾多技術人員的智慧和汗水,筆者希望此文能為從事新品設計和工藝研發的技術人員起到拋磚引玉的作用。

