
離線燙金和模切規矩出現偏差怎么解決?這幾個案例告訴你答案!
時間:2023-05-24 來源:


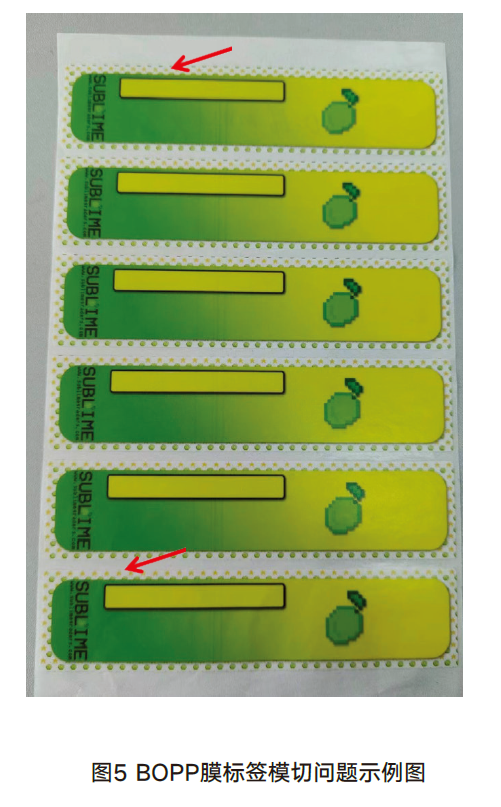
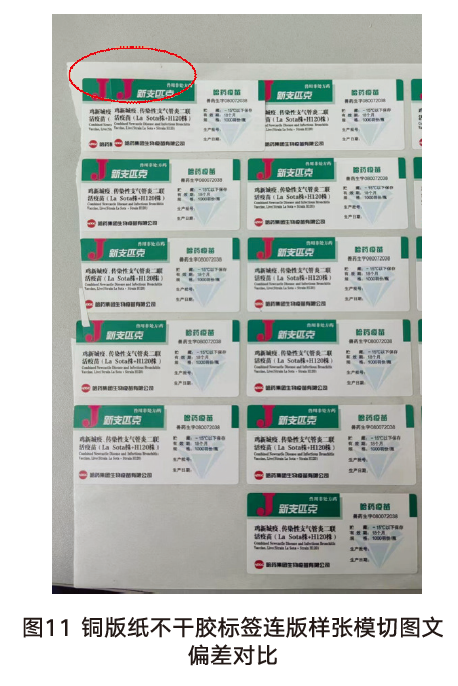
模切是不干膠標簽生產過程中必不可少的環節。影響模切質量的因素除了模切壓力、模切刀的角度、模切刀的鋒利程度之外,模切位置的準確性也至關重要。如果縱向(MD方向)出現印刷和模切套印不穩定,可以檢查設備上的材料張力。筆者在實際生產過程中就碰到過CD方向模切位置出現偏差的問題。
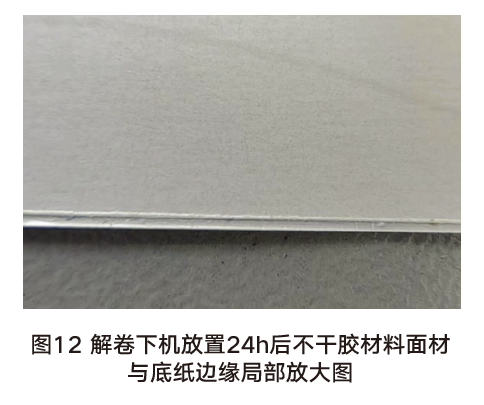

根據行業標準CY∕T 93-2013 《印刷技術 不干膠標簽質量要求及檢驗方法》中不干膠標簽的儲存環境要求,溫度應為15℃~25℃,相對濕度為40%~65% 。需要注意的是,印刷加工車間溫濕度控制是一個全過程的控制,有些印刷企業只注意了印刷車間的溫濕度控制,而忽視了印后加工車間的溫濕度控制。有的企業印刷在車間安裝了空調、加濕器等裝置,保證印刷車間環境溫濕度的穩定,同樣印后加工車間也應該采取同樣的方法,保證整個生產加工環境溫濕度的穩定,只有這樣才能保證不干膠標簽產品的生產質量穩定。
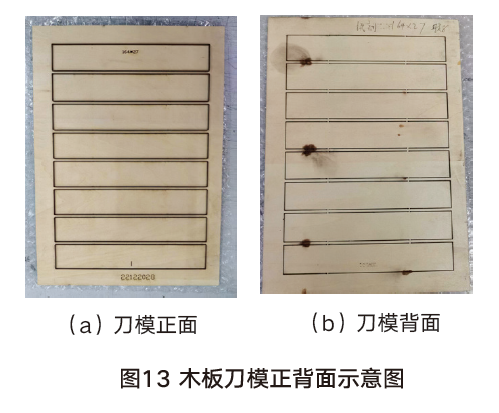
印刷前期的制版工序雖然按照標簽產品適合印刷的正常尺寸規矩進行連版,但是在實際生產中,無論是燙金版還是模切刀版,均存在上文所列的位置偏差。為了節約成本,可以繼續使用已經制作的燙金版或者模切刀版,制版人員可以根據生產實際情況,積累經驗,在制作再版產品時,對印刷連版的標簽間距進行微調,從而解決環境、材料等外部因素帶來的規矩不準問題。
(作者就職于遼寧票據印務有限公司)

