某煙包條盒成品率從71%提升至90%以上,究竟有什么秘訣?
時間:2020-11-12 來源:

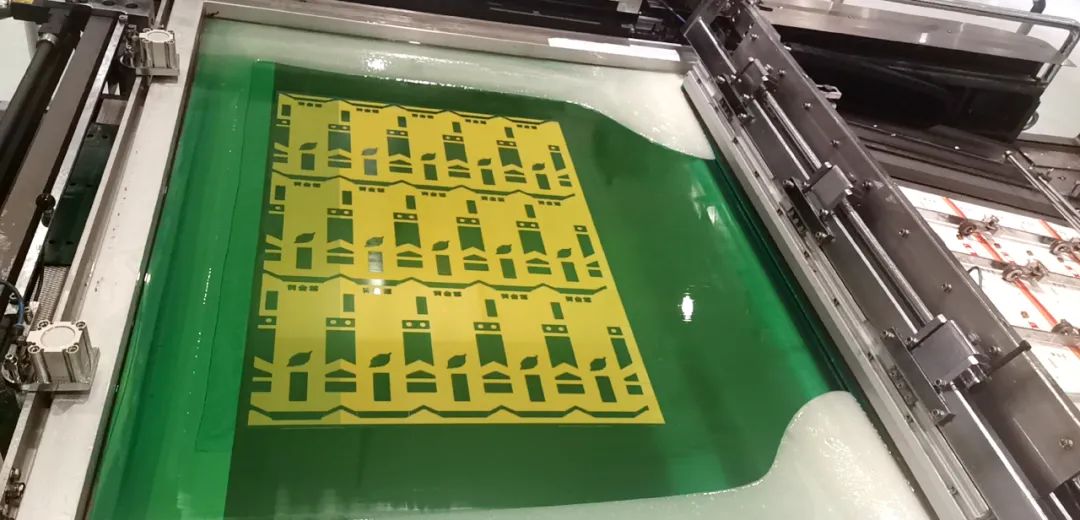
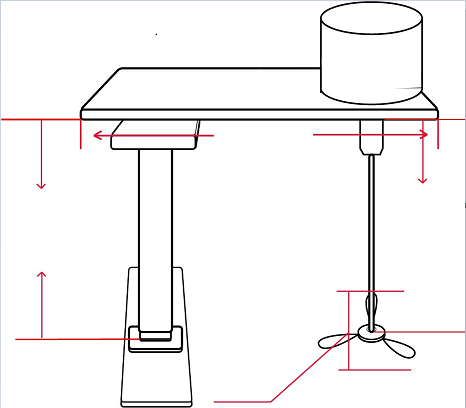
為解決這一問題,我們根據油墨桶的直徑和深度,加工制作了專用氣動油墨攪拌器,如圖4所示。在每桶油墨上機之前,先用攪拌器進行10分鐘左右的攪拌,使上下層的油墨黏度保持一致,且攪拌后油墨溫度升高易于流動,確保了印刷墨層厚薄的一致性和不同批次產品質量的一致性。
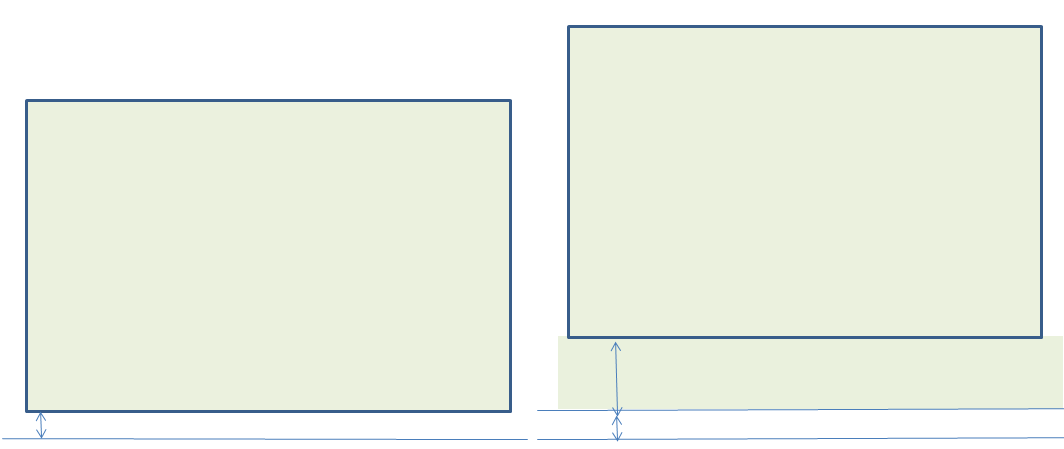
為徹底解決這一問題,經過充分論證,在印刷紙張縱向長度足夠長的情況下,我們把印刷圖案向后移動50mm,叼口尺寸由原來的14mm增加為64mm,如圖5所示,向后移動的50mm區域范圍繼續印刷網印油墨,確保印刷圖案避開容易出現條紋的區域,同時膠印版、模切版的圖案位置也做相應改動。