
凹印、撕邊、燙印工藝改善后,對(duì)煙包印刷的好處有......
時(shí)間:2021-11-10 來(lái)源:印刷技術(shù)雜志
在當(dāng)今印刷行業(yè),特別是在煙印刷領(lǐng)域,市場(chǎng)競(jìng)爭(zhēng)較為激烈。由于煙包印刷生產(chǎn)工藝復(fù)雜,產(chǎn)品質(zhì)量要求較高,企業(yè)在發(fā)展過(guò)程中要想取得好的經(jīng)濟(jì)效益,除了向用戶提供優(yōu)質(zhì)高效的產(chǎn)品,提高市場(chǎng)競(jìng)爭(zhēng)力外,加強(qiáng)內(nèi)部管理,降低生產(chǎn)成本也是必不可少的工作。
生產(chǎn)成本的構(gòu)成要素較多,如原輔材料、人工工資、能源消耗、管理費(fèi)用等,但這些成本要素大多較為固定,可調(diào)整變動(dòng)的范圍較小,所以向內(nèi)部挖掘潛能,利用工藝改善提高產(chǎn)品合格率,進(jìn)而降低生產(chǎn)成本成為了一個(gè)重要途徑。下面,筆者根據(jù)我公司生產(chǎn)“黃金葉(小目標(biāo))”小盒煙包印刷的實(shí)際案例,介紹工藝改善在降本增效中的應(yīng)用。
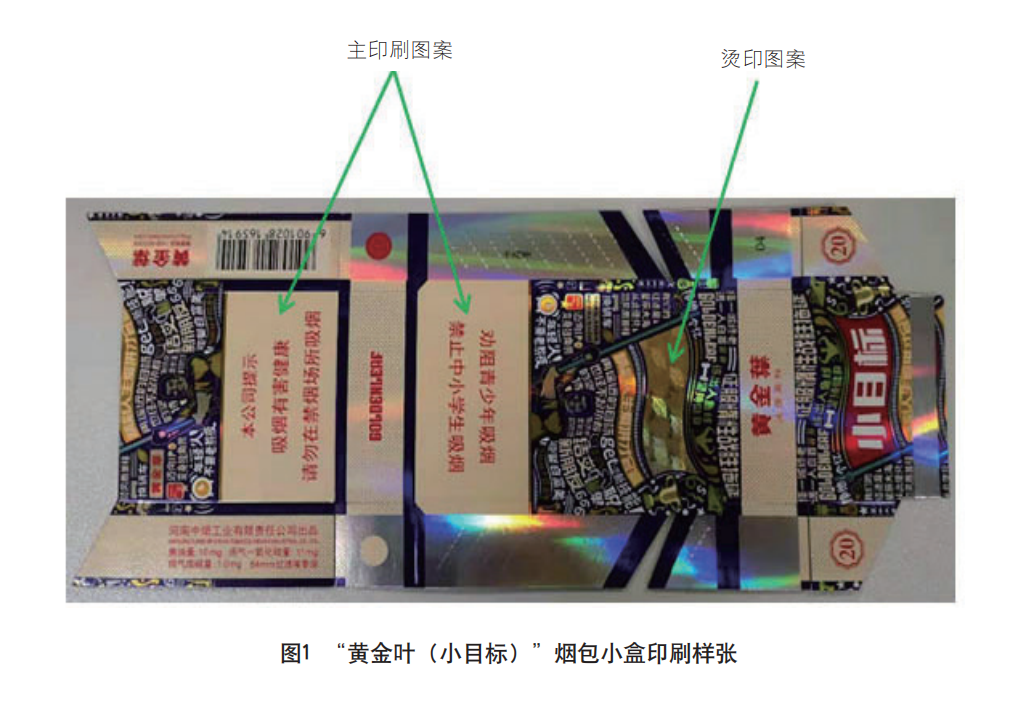
“黃金葉(小目標(biāo))”煙包小盒印刷工藝為8色+UV上光,所用紙張為232g/m2橫紋光柱鐳射銀卡紙,所用印刷機(jī)型為進(jìn)口博斯特十色凹印機(jī)+連線切大張,單張印紙幅面為735mm×623mm,拼版方式為3×6=18枚/版,印后工藝為壓凹凸、燙印、模切、撕邊、品檢。該產(chǎn)品印刷圖案復(fù)雜,套印精度要求高,主圖案為淡黃色實(shí)地,主圖案所用油墨主要為白墨,對(duì)印版和刮墨刀磨損較大,印刷圖案容易產(chǎn)生色線,如圖1所示。
由于該產(chǎn)品印刷顏色多、生產(chǎn)工序多、紙張幅面大、套印精度要求高、油墨流平性控制難、燙印圖案方向固定、紙張表面光滑等原因,造成產(chǎn)品合格率低,印版耐印率低,電化鋁利用率低,刮墨刀更換頻繁,撕邊清廢折損率高等問(wèn)題,生產(chǎn)成本居高不下。現(xiàn)把主要工序工藝改善前的部分生產(chǎn)成本情況進(jìn)行統(tǒng)計(jì),如表1所示。
從表1中可以看出,在印刷、燙印和撕邊工序浪費(fèi)較大,生產(chǎn)成本較高,需要加以改進(jìn)。
在凹印工序,針對(duì)主圖案印版耐印率低、刮墨刀磨損嚴(yán)重、更換印版和刮墨刀頻繁、容易產(chǎn)生印刷色線、產(chǎn)品合格率低的問(wèn)題,結(jié)合印刷油墨的特性,我們有針對(duì)性的制定了工藝改善措施。
(1) 改善印版雕刻參數(shù)。
根據(jù)油墨性質(zhì)及溶劑對(duì)油墨顏料溶解情況,結(jié)合主圖案為實(shí)地及主要油墨為白墨的特點(diǎn),對(duì)主圖案印版的雕刻參數(shù)進(jìn)行了改進(jìn),網(wǎng)點(diǎn)雕刻深度在原基礎(chǔ)上加深5μm,網(wǎng)點(diǎn)線數(shù)在原基礎(chǔ)上降低5線,并且增加了印版拋光次數(shù),提升了印版光潔度,以增強(qiáng)實(shí)地圖案印版對(duì)于白墨的印刷適應(yīng)性。
(2) 改善刮墨刀刮墨角度和壓力。
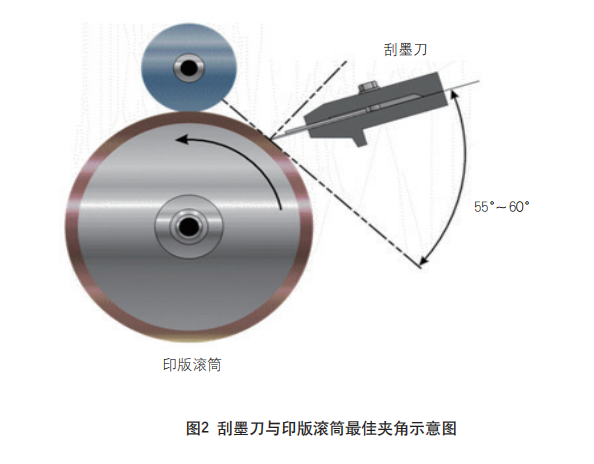
根據(jù)設(shè)備運(yùn)行速度,結(jié)合印版周長(zhǎng)和圖案面積等實(shí)際情況,調(diào)整刮墨刀和印版滾筒之間的夾角。油墨刮刀安裝角度和壓力過(guò)大,導(dǎo)致刀刃和印版滾筒接觸面積增大, 容易造成刮墨刀及印版滾筒磨損,在產(chǎn)品表面形成色線。
通過(guò)多次試驗(yàn)驗(yàn)證,最終確認(rèn)刮墨刀與印版滾筒之間的夾角控制在55o~60o之間,刮墨刀與印版滾筒之間的壓力控制在1.5±0.1bar時(shí)效果最佳,如圖2所示。刮墨刀刮墨干凈,無(wú)明顯磨損,產(chǎn)品表面無(wú)色線。
(3)改善油墨印刷適應(yīng)性。
白墨中的顏料主要為鈦白粉,硬度較高,再加上油墨中的其他雜質(zhì),在印刷生產(chǎn)過(guò)程中如果油墨攪拌不均勻,過(guò)濾不干凈,雜質(zhì)顆粒容易對(duì)印版及刮墨刀造成磨損,使印刷圖案形成墨斑、色線等質(zhì)量缺陷。
我們要求油墨生產(chǎn)廠家加大對(duì)所提供油墨的研磨力度,確保油墨顆粒細(xì)度滿足小于10μm的標(biāo)準(zhǔn)要求,同時(shí)改進(jìn)過(guò)濾網(wǎng)的目數(shù)。目數(shù)過(guò)小,雜質(zhì)顆粒容易進(jìn)入墨槽,對(duì)印版及刮墨刀造成磨損;目數(shù)過(guò)大,容易造成油墨循環(huán)不暢,影響印刷生產(chǎn)。
經(jīng)多次試驗(yàn)驗(yàn)證,使用200目尼龍過(guò)濾網(wǎng)效果最佳。同時(shí)我們加工制作了油墨攪拌裝置,使油墨攪拌均勻后再加入墨槽進(jìn)行循環(huán)使用。經(jīng)過(guò)改善后,生產(chǎn)時(shí)油墨流平性好,印刷圖案飽滿平實(shí),無(wú)墨斑、色線等質(zhì)量缺陷產(chǎn)生。
在燙印工序,改善前的電化鋁走向?yàn)榭v向,如圖3所示。因?yàn)殡娀X上有“黃金葉”葉子形狀的圖案,葉子燙印圖案的方向必須與印張一致,根據(jù)印刷圖案3×6的排版方式,及電化鋁中“黃金葉”葉子的原有排列方向,電化鋁的走向需為縱向,走箔方式為勻步加跳步,使用3盤(pán)3cm寬的電化鋁。
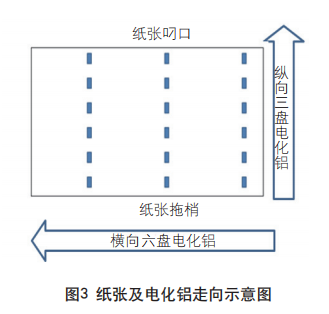
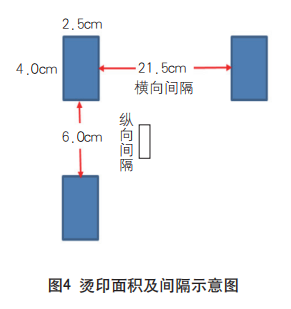
但是通過(guò)觀察測(cè)量燙印圖案面積和間隔,如圖4所示,經(jīng)過(guò)計(jì)算對(duì)比電化鋁跳步距離,發(fā)現(xiàn)電化鋁走向?yàn)榭v向時(shí)浪費(fèi)較大,每燙印10枚產(chǎn)品平均使用電化鋁的面積為56×3=168cm2,并且電化鋁更換頻繁,停機(jī)次數(shù)較多,每盤(pán)1200m長(zhǎng)的電化鋁只能燙印4000張印張;而電化鋁走向改為橫向時(shí),走箔方式為勻步,使用6盤(pán)5cm寬的電化鋁,每燙印10枚產(chǎn)品平均使用電化鋁的面積為18×5=90cm2,每盤(pán)1200m長(zhǎng)的電化鋁能夠燙印20000張印張,不但電化鋁的使用面積減少,停機(jī)次數(shù)也大為減少,生產(chǎn)效率明顯提高,產(chǎn)品質(zhì)量也更加穩(wěn)定。
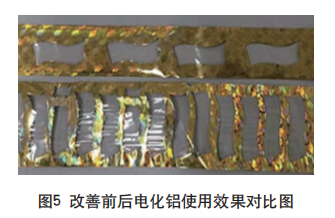
但是需要電化鋁供應(yīng)商在加工生產(chǎn)電化鋁時(shí)把圖案中“黃金葉”葉子的排列方向旋轉(zhuǎn)90度,確保燙印圖案方向與印張保持一致。經(jīng)過(guò)多次試驗(yàn)驗(yàn)證,電化鋁走向由縱向改為橫向后效果良好,電化鋁使用面積減少了46%,停機(jī)更換電化鋁的次數(shù)減少了80%。具體改進(jìn)情況如圖5所示。
在撕邊工序,改善前的通常情況是印刷紙張模切完以后由人工進(jìn)行撕邊清廢。但是該產(chǎn)品表面印刷有UV光油,紙張表面較為光滑,不易被抓牢,且由于圖案工藝設(shè)計(jì)的需要,在每?jī)蓚€(gè)盒片的縱向之間排列有3mm寬的間隔條,在進(jìn)行人工撕邊清廢時(shí)紙張容易脫手,造成產(chǎn)品折損率較高,浪費(fèi)較大,效率較低,每人每小時(shí)只能完成2000張印張的撕邊清廢量,為此我們進(jìn)行了多次論證分析,決定利用多頭自動(dòng)撕邊清廢機(jī)(如圖6所示),由人工撕邊清廢改為由機(jī)器撕邊清廢。
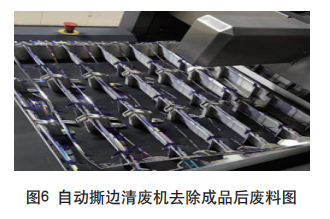
經(jīng)過(guò)統(tǒng)計(jì),在撕邊清廢工藝改善后,產(chǎn)品折損率由原來(lái)的5.0‰降低為0.5‰,每臺(tái)機(jī)器每小時(shí)能完成10000張印張的撕邊清廢量,既提高了生產(chǎn)效率,也節(jié)約了生產(chǎn)成本,改善效果良好。
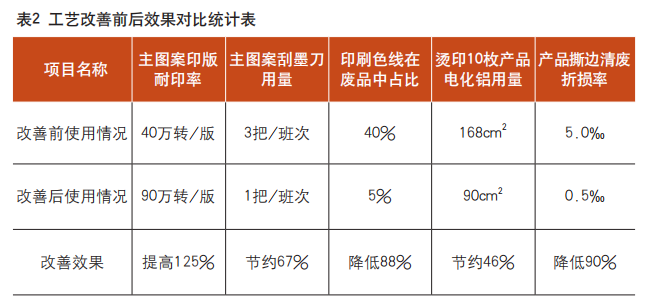
通過(guò)對(duì)比表2的數(shù)據(jù)可以看出,工藝改善在煙包印刷降本增效中的作用較大,效果明顯。工藝改善無(wú)處不在,我們?cè)谝院蟮纳a(chǎn)中需要更加注重細(xì)節(jié),學(xué)會(huì)善于觀察,深挖降耗潛能,積累技術(shù)經(jīng)驗(yàn),加大工藝改善力度,不斷提高發(fā)現(xiàn)問(wèn)題和解決問(wèn)題的能力,為降低生產(chǎn)成本、提高生產(chǎn)效率、增強(qiáng)企業(yè)盈利能力找到新的方法,提供新的思路。
作者:鄭州黃金葉實(shí)業(yè)總公司 馬發(fā)來(lái)
本文轉(zhuǎn)自“印刷技術(shù)雜志”微信公眾號(hào),如需轉(zhuǎn)載請(qǐng)聯(lián)系來(lái)源公眾號(hào)。

易大廳.png)