
改造博斯特燙金機,跳步輥3根變4根,改后速度精度雙達標
時間:2022-01-20 來源:
隨著煙包行業的發展,煙包印刷工藝越來越精細化、復雜化,其中,燙印工藝能極大地提升包裝產品的美觀度。多重燙印、壓凹凸燙印、實地燙印等各類工藝不斷發展,這對燙金機提出了更高的性能要求。而受設計及技術限制,大多數燙金機難以滿足所有新產品的工藝需求。
我公司成型部生產線配置博斯特BMA燙金機,在采購時均選用內置3根燙印跳步軸機型,而部分產品的燙印工藝需要同時使用4根以上(如3根全息燙和1根壓凹凸燙跳步軸),導致該設備無法滿足一次性完成燙印生產需求,嚴重制約了產能安排。因此,在博斯特BMA燙金機現有3根跳步軸的基礎上,通過對原燙印軸中的1根實施切分的方式,增加1根跳步軸,開發一種基于主從追隨的多軸同步控制系統。
根據對原系統、原電氣圖紙的分析,并結合設備理清系統網絡結構、硬件組成、設計原理,以及新功能需求的相關信息。
表1為需要交互的IO信息。
表1 需要交互的IO信息
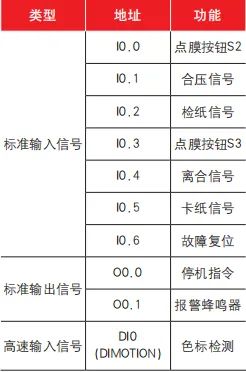
表2為硬件安裝信息。
表2 硬件安裝信息

(1)新增跳步軸控制原理
新增的燙印跳步軸需要通過獨立伺服電機驅動,滿足整體套印精度的運動性能要求。通過構建電機動態模型,分析原裝跳步軸伺服電機的非線性耦合特性,利用負載觀測器、誤差估算與加裝跳步軸的線性耦合特性,以及主從追隨控制理論、粗差分析和積分滑模控制等方式,提高新增跳步輥的整體負載均衡和同步跟隨響應的實時性、準確性。在項目研發及實施過程中,通過優化跳步軸控制參數,設計出一種基于主從追隨的多軸同步控制系統。
(2) 觸摸屏參數設置
觸摸屏參數設置如圖1,包括光標標長、輸入色標標定位置及偏差、跳步選擇、鋁箔參數。
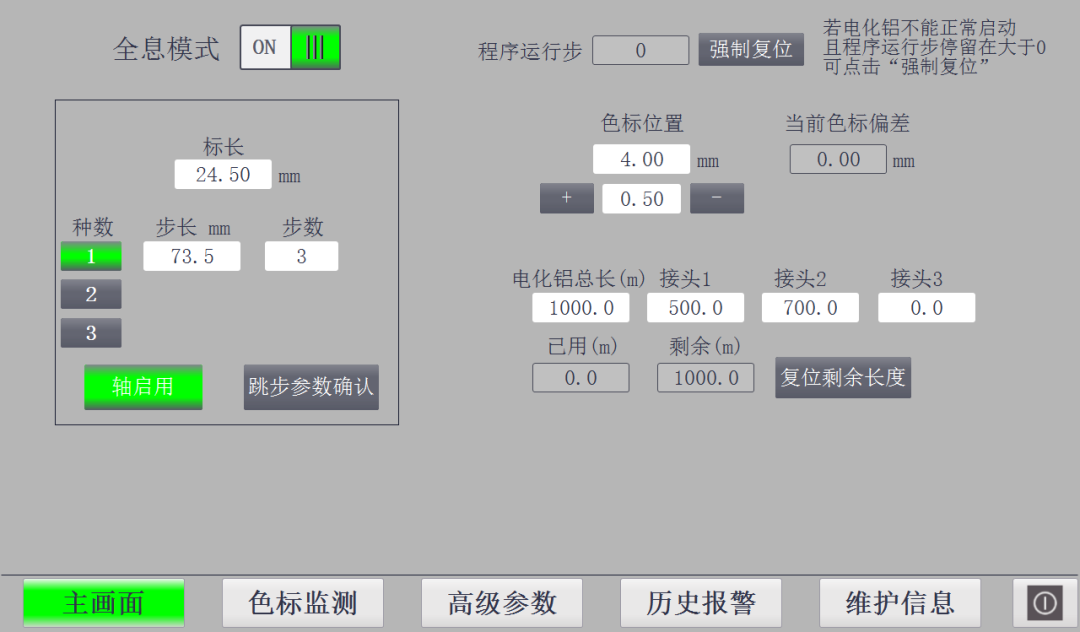
圖1 觸摸屏參數設置
(3)新增硬件
①增補1個跳步輥伺服電機和驅動器,選西門子S120伺服系統。
②增加IO模塊與原系統PLC進行信號交換(替換原來部分)。
③新增西門子運動控制器D作為燙印部分控制器。
④新增觸摸屏進行參數設置。
⑤新增小控制柜板。
改造方框圖如圖2所示。
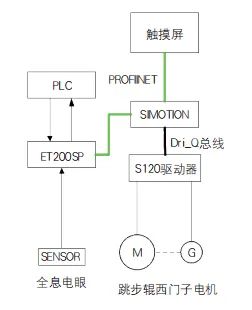
圖2 改造方框圖
(4)機械傳動結構設計
原跳步系統共有A、B、C(以下簡稱C軸為“主軸”)3根跳步軸,分別由獨立伺服電機驅動,通過同步皮帶實施控制。為實現增加跳步軸功能(增加跳步軸以下簡稱“從軸”),先對原C軸從中部切分,分為兩段,中間部分加入擋圈,兩根軸分別獨立控制。原C軸分為了主軸和從軸,如圖3所示。
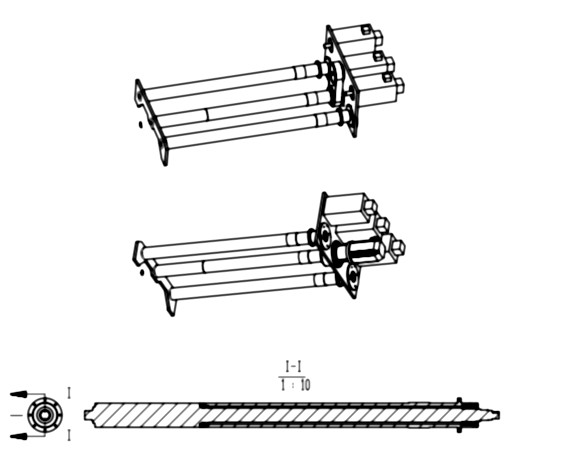

圖3 原C軸分為了主軸和從軸
默認主軸和從軸外輥半徑滿足R主=R從,伺服電機角速度一致,光標最大位置偏差量設定為1mm。
(5) 獨立控制模塊結構分類
獨立控制系統的主要結構包括控制單元、執行單元、檢測單元幾個部分。
觸摸屏模塊、輸入輸出模塊、通信模塊與PLC模塊相連。PLC模塊,接收各類信號反饋信息,經信息處理后輸出指令給執行單元。觸摸屏模塊SIMATIC HMI TP1200,用于顯示各類實時數據,人工輸入指令。輸入輸出模塊ET200SP,用于將PLC模塊的指令轉化為電壓信號。通信模塊,用于獨立驅動系統與主體設備交換運行信息。運動控制器SIMOTION,用于控制伺服電機的運行控制,實現機械運動精準的位置、速度以及轉矩的控制。燙印軟件控制系統,實現燙印工序跳步步驟的程序化控制。
糾偏傳感器,調整鋁箔左右位置,防止跑偏。伺服電機M,帶動跳步輥執行燙印工作。伺服驅動器S120,驅動伺服電機,用于高精度定位系統。固態繼電器,用于電子元件的隔離與繼電切換功能。
全息電眼SENSOR,檢測鋁箔狀態,反饋材料信息(如起始點)至PLC。速度運算控制模塊,主要為電子齒輪,檢測主體設備驅動電機實時速度,反饋給控制系統。主軸編碼器讀取設備主驅動軸速度信號,通過通信模塊反饋模擬量信號給PLC,經過PLC處理后,經輸入輸出模塊輸出電壓信號到運動控制器,運動控制器按預錄程序控制伺服驅動器,驅動伺服電機動作,控制跳步輥帶動鋁箔按需求生產。
全息電眼尋找全息電化鋁光標信號作為與主產設備鋁箔燙印位置同步的位置起始點,跳步輥運行過程中,全息電眼實時檢測色標偏差并進行報警提示,反饋位置信號給輸入輸出模塊,轉化為電壓信號給PLC,實時保障獨立驅動燙金鋁箔的燙印點與主產設備同步。
項目組自2019年末成立,設備動力部聯合生產部、成型部對項目的具體內容按項目組預定的目標和期量逐步推進,過程如下。
①根據前期系統信息交互需求分析,完成獨立驅動跳步輥模糊控制系統整體開發,建立主產設備與獨立驅動燙印系統的IO通訊,形成閉環控制,減少對主控制系統信息反饋。
②完成控制系統主體硬件如編碼器、PLC、觸摸屏等部件安裝,控制回路鋪設,完成主軸、從軸跳步輥制作安裝。
③全息光標信號選型。原博斯特燙金設備全息光標傳感器采用思科D-79183傳感器,其對光標的反饋信號為2.88VDC直流信號,輸入電路板后,通過程序邏輯放大。
獨立驅動控制系統采用西門子S120型PLC,只能接受24-30VDC直流信號。項目組首先采用固態放大器等效放大電壓值,在套準過程中固態繼電器無法滿足生產需求(光標固態繼電器通斷響應速度無法滿足光標切換要求)。之后項目組采用TAKEXF70-R傳感器,試驗過程中該傳感器對光標距離要求較高(傳感器有效距離2~4mm),現有設備內部空間狹窄,無法滿足。
最終經過項目組反復對比選型,LEUZEKRT18BM傳感器可以滿足控制系統輸入信號要求(光標檢測輸出值25VDC,檢測距離8~20mm,傳感光源入射角廣域0°~±25°)。
④全息光標套準同步實現。由于原設備進紙檢測光電信號已做保護無法讀取,加裝輔助光電檢測紙料送達信號。為讀取設備主電機角信息,增加主電機編碼器,反饋機器角度到運動控制器。在研發過程中發現,主電機角度與齒輪盤角度存在減速比,比值無法讀取,并且存在累計誤差,導致獨立驅動跳步軸輥無法與原跳步輥同步。因此變更初步設計,將機器角度讀取點改為燙印齒輪盤部,加裝檢測編碼器,開發一種主從追隨的多軸同步控制系統。
⑤加裝軸電化鋁收箔。獨立驅動跳步輥不直接控制主體設備的電化鋁收箔架,不獨立收集印后電化鋁,與原A軸、B軸、C輥中任意一根跳步輥共同收集鋁箔。
⑥獨立跳步輥跳步啟動時間、加速度、停止時間控制。根據主體設備實時速度,設置等比線性比率,通過機械方式連接主軸與從軸,松開從軸始能,從軸編碼器只測讀主軸在不同速度下圓周運動的線速度。通過從軸編碼器讀取設備運行狀態曲線,繪制線性同步關系,作為從軸的運動曲線設定值。
以下選取測定過程中的幾個典型值,簡單模擬兩根軸之間同步性能,構建同步系統仿真模型過程。
首先對主軸及從軸單步跳步予以模擬,假定跳步程序設置跳步軸為勻跳三小步,每次一格,每格長度75mm。
①通過設備點動,將主軸初始位置點動到設備0°,將從軸與主軸通過抱箍剛性連接,松開從軸電機,轉動主軸,利用從軸編碼器讀取主軸運動曲線,得出3個設備生產速度值下的曲線測定值。下面分別測得主軸在設備生產速度為1800S/h、2650S/h、3600S/h時,跳步一個周期中,主軸的運動曲線。
第一組:當V生=1800S/h時,測得V主=245mm/s,如圖4所示。
第二組:當V生=2650S/h時,測得V主=255mm/s,如圖5所示。
第三組:當V生=3600S/h時,測得V主=290mm/s,如圖6所示。
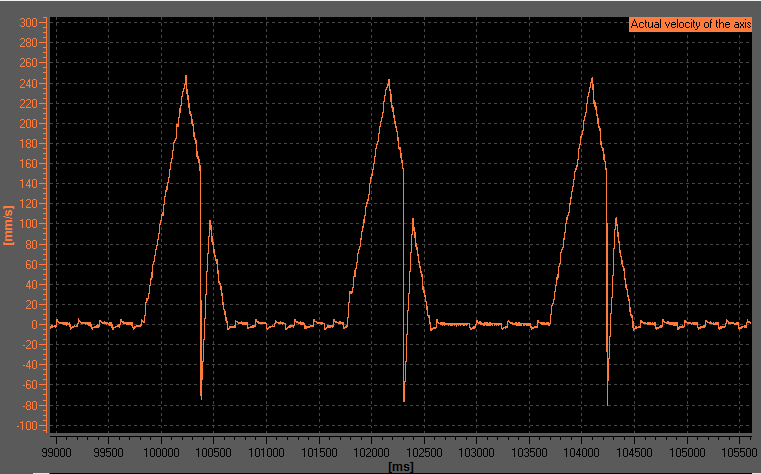
圖4 當V生=1800S/h時 ,測得V主=245mm/s
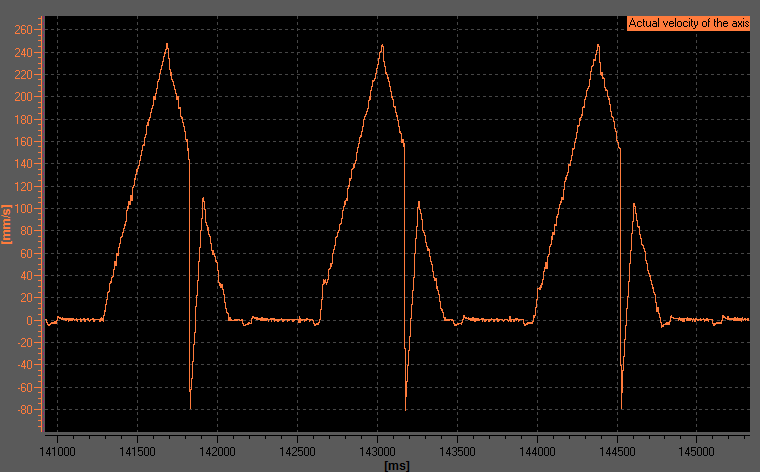
圖5 當V生=2650S/h時,測得V主=255mm/s
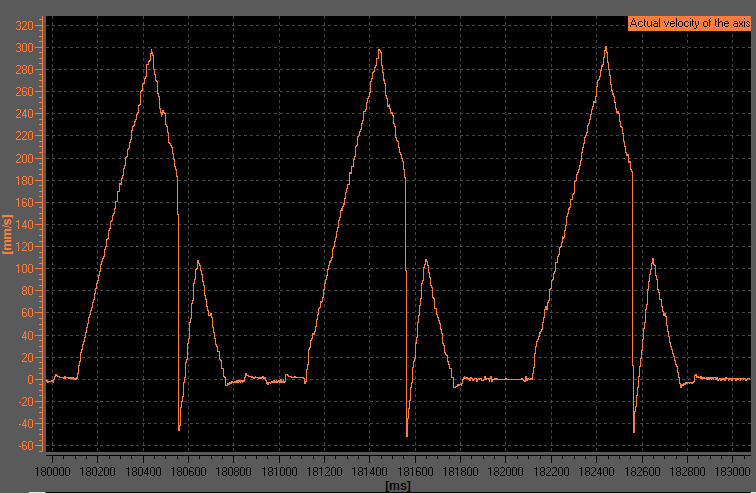
圖6 當V生=3600S/h時,測得V主=290mm/s
②分析編碼器參數以及負載特定變化下同步系統的穩定性和調節能力。
③對從軸位置實施標定,根據相對同步定義,設定在主軸初始位置為0°時,從軸當前位置定義為0°。
④設定從軸在設備生產速度為3100S/h時,跳步輥勻跳三小步,每次一格,每格長度75mm的運動曲線,如圖7所示。
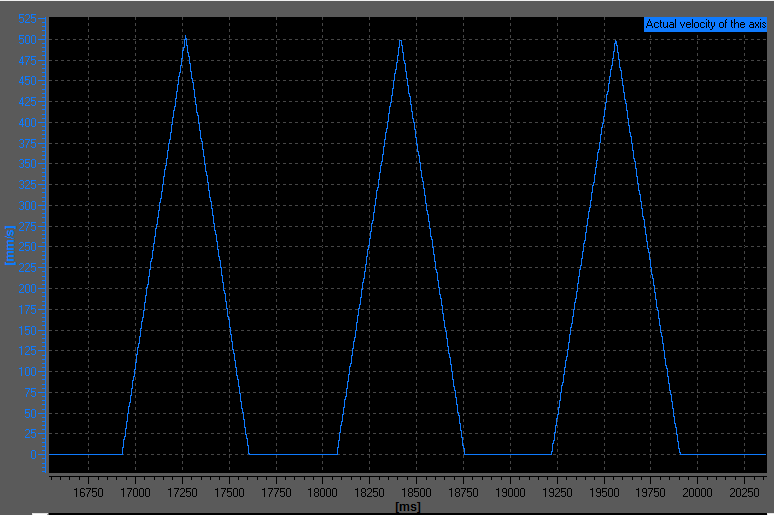
圖7 從軸的設定運動曲線
⑤設定參數后運行從軸,測得從軸在設備生產速度為3100S/h下運行時,跳步一個周期中,從軸的運動曲線,如圖8所示。
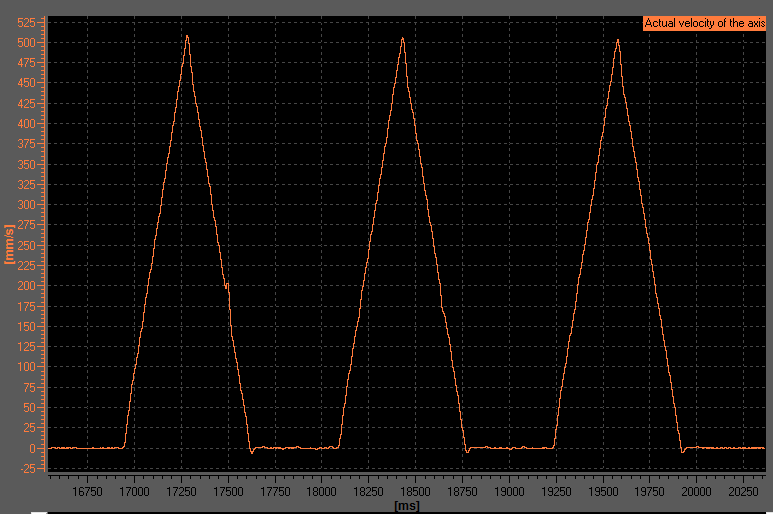
圖8 從軸的運動曲線
在設備實際運行過程中,主軸、從軸系統參數和外部負載基本一致,從軸慣量與主軸默認相等,根據同步系統主軸從軸誤差對比調整,在動態調節過程中,從軸追隨主軸誤差最大達到0.25mm。
⑥急停信號觸發:遇到卡紙停機等異常狀態時,讀取主電機離合器停車信號,保障電化鋁處于緊繃狀態,張力穩定。
⑦燙金全息跳步軸控制程序流程如下。
a.設備啟動后,紙張由輸紙區經過送紙飛達吸附,傳輸機構送入合壓燙印區。進入之前,預檢測電壓檢測到紙張到達信號,全息燙印控制系統啟動并讀取主軸狀態。
b.主軸按初始設定拉動電化鋁一段距離,防止電化鋁二次燙印造成重燙風險。
c.當電化鋁拉動到預設定的長度左右后,全息光標傳感器對該位置的電化鋁光標執行尋標過程,直到找到光標的邊沿,全息傳感器送出經放大的直流電壓信號到運動控制器。
d.紙張進入合壓區后,設備合壓,完成電化鋁全息部分轉移。
e.完成預先設置的幾短幾長的跳步參數。
f.全息燙金控制系統保護機制。在運行過程中,如果發生從軸電化鋁鋁箔橫向偏移超過1mm以上(如電化鋁傾斜、錯位,以及紙張橫向定位故障)、縱向光標連續有N個 (N為HMI設定個數)以上未能讀取到光標信號(而同時間段主軸光標傳感器反饋有光標信號),則屬于燙印工藝中的漏燙質量事故,成為重大質量風險。
為了防止在高速生產中出現漏燙現象,需要增加從軸電化鋁橫向糾偏傳感器、縱向光標傳感器,當生產中實時檢測結構不滿足設定值時,立即反饋停機信號到主設備控制系統,主電機抱閘并緊急停機。
通過建立基于主從追隨控制的多軸同步控制系統力學模型,分析編碼器同步讀取、負載變化干擾等因素對同步控制系統的影響,采用西門子多軸運動控制器開發全息燙印多軸同步控制系統。SIMOTION系統提供了多軸同步運動工藝模塊,并設計了丟失光標的保護機制,實現了增加跳步軸后燙金設備的高速多軸生產功能。經過技術改造后的設備,達到了項目立項目的,交付后,運行高效、可靠。其控制方式可以推廣到其他鋁箔印刷、薄膜印刷、雙臂油缸等大型復雜機電設備控制系統,極具推廣價值。
項目調試完成后,已試生產過兩個批次蘭州小盒產品。根據產品信息收集及試用反饋,使用新系統后,設備運行平穩,生產效率高,匹配新跳步軸后生產速度可達6000S/h,全息燙印精度達到±0.10mm,且新系統人機界面友好,操作方便,不會增加生產人員的勞動量。
作者:湖南福瑞印刷有限公司 田 迪

