
調整印刷文件,解決插拼留下的鏤空印刷鬼影問題
時間:2023-05-17 來源:
近年來,隨著材料成本的不斷增加,如何通過設計創新、工藝改進、設備調整實現材料的節省,在有限的幅面上實現材料的充分利用,從而降低成本,是業內一直不斷探索的問題。
煙包產品因其印量大、質量要求高等特點,創新性已經深入到各個細節。其中,煙包條盒印刷加工由順拼改為插拼的調整,能很直觀的說明這個問題,也被眾多同行接受并實施改進,如圖1所示。
從圖1可以看出,在排大版時,選擇插拼的排版方式進行生產是有效節約材料的方法之一,但是產品在實際生產中會因印刷設備本身結構特點而產生很難避免的印刷質量問題,如印版積墨、干水帶來的鬼影、色差等。這就需要我們通過優化設計工藝來實現原稿或標準所要達到的效果。
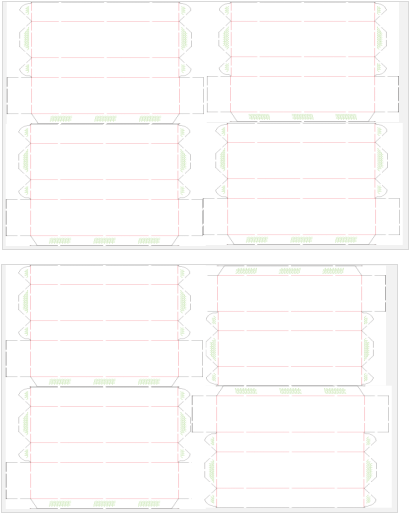
圖1 煙標條盒順拼改插拼生產材料節約立竿見影
本文,筆者將以某煙草產品條盒為例,分析設計工藝改進和生產實現過程。該產品為大版面藍色實地,顏色明亮、色澤飽滿、層次清晰,考慮到印刷過程膠印墨層薄、淺色墨遮蓋力弱的特點,所以產品印刷效果是用三色(深藍、淺藍、警語藍)疊印實現的。由于采用了插拼拼版方式,在大版面實地中間有鏤空圖案設計及盒體粘膠位置空白,印刷過程中會出現印版堆墨、干水導致鬼影、色差等質量問題。本文通過工藝分析、拼版設計調整并結合上機驗證,給同行提供一個思路供參考。
膠印屬于長墨路,轉移過程中油墨通過傳墨、竄墨、勻墨、遞墨、多滾筒聯動實現印刷油墨墨層均勻平展,印版得到的墨量均勻、印跡清晰。利用油水相斥原理使印版圖文部分著墨,圖文空白部分不著墨,從而實現油墨到承印物的轉移過程。
由于插拼產品拼版方式的不同,煙包條盒盒身粘膠位不需要印刷,所以中間留白處沒有印刷的地方不上墨,墨層就會在印版該留白位置堆積,不能實現有效轉移。在印刷壓力作用下,油墨只能沿著印刷墨路向兩邊擴散,導致印版污染,水墨不平衡,印刷圖文部位左右兩邊出現顏色一深一淺的現象,更嚴重的話,承印物表面會出現墨層堆積、干水、墨杠、鬼影、色差等嚴重的印刷質量問題,如圖2。
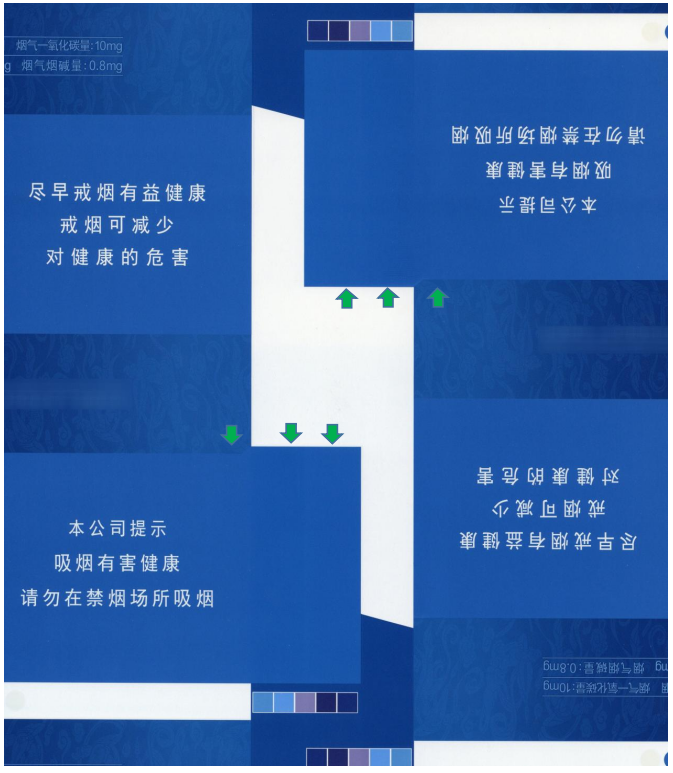
圖2 耳朵處印跡深淺不均,墨杠、重影明顯
針對以上問題,通常處理方式包括:材料改進、印刷設備調整以及印刷設計文件調整,比較有效的做法是,堵不如疏,在印刷設計文件拉色塊實現插拼版空白部位沒有印刷的地方也上墨,解決油墨轉移過程中上墨困難以及墨路(印版)堆積問題。
印刷文件調整加上機驗證,分三個方案進行,并分別對比印刷后的效果。
在拼版插空白拼位置拉方形色塊并在其余空白地方拉實地色塊,咬口及版尾空白位置拉色條,解決下墨墨層堆積問題,如圖3。

圖3 插拼位置耳朵及空白色塊網點比例
以上方案在上機過程中印張表面干水、臟版、墨杠、鬼影等方面一定程度上有所改善,但在耳朵處拉色塊對應下方,與粘膠位沒印刷部位下方位置各出現一深一淺,肉眼看顏色差異明顯,我們通過現場工藝分析,進行細節調整。
把耳朵處一個完整色塊分成兩個部分,分別改變加網網點大小來調整顏色深淺,深的地方減網,淺的地方加網。同時,每個色塊跟上下對應不規則方塊之間網點大小保持一致,以保證下墨墨層過渡均勻,印品圖文部位不出現明顯肉眼色差,如圖4。

圖4 插拼位置耳朵及空白色塊網點比例
以上方案在上機過程中,耳朵處色差有所改善,但耳朵處與警語區連接處(壓痕線)兩側顏色一深一淺,如圖5。
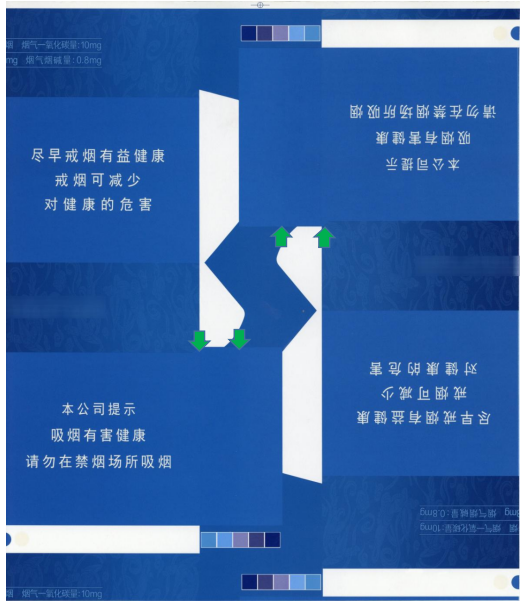
圖5 耳朵處及與警語區交叉處深淺不一
經過分析可知,膠印油墨在下墨過程中傳墨均勻,因為粘膠位旁色塊是方形,加上耳朵處被分成網點大小不一的兩個色塊,耳朵處左右兩塊網點以及產品警語區與耳朵交接處(壓痕線位置)存在過渡不均勻,從而導致各交接處兩側墨層厚度不一致,出現顏色深淺不一的現象。
調整印刷文件,將粘膠位旁方形色塊兩邊向方形里側內縮,得到兩條弧形邊,保證耳朵處網點不一的兩個色塊能夠平滑的過渡,這樣,堆積的油墨可以沿著弧形經歷了先放再收后放的緩沖過程。緩解了網點層次鮮明的對比矛盾,如圖6。
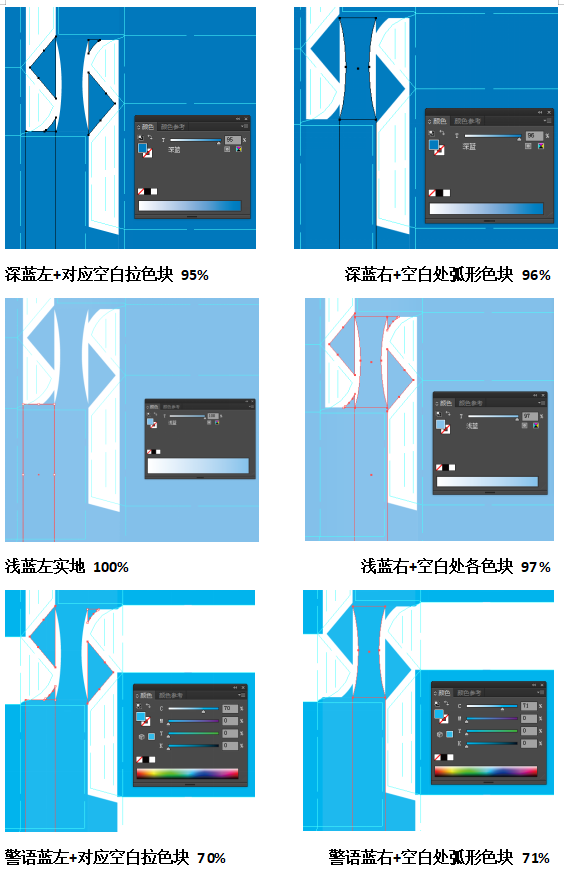
圖6 插拼位置耳朵及空白色塊網點比例
從方案三的測試效果來看,顏色深淺、墨杠、過渡不均勻等得到了很好的改善,承印物表面網點印刷印跡清晰,印刷階調再現性能好。經過后續生產測試,質量穩定,有效解決了文章開始提出的問題,從而實現順拼改插拼的調整實踐,如圖7。

圖7 色差穩定 墨色均勻
誠然,在眾多的印刷復制過程中,要完全消淺色墨除大版面設計鏤空位顏色深淺、鬼影等幾乎是不可能的,但通過采取相應的措施來減少或避免顏色深淺、鬼影的出現,還是有很多種途徑和辦法,如設備定期保養維護,保障其性能的穩定性;生產環境(溫濕度、潔凈度)的穩定性保障;承印材料的印刷適應性改良;印刷設計文件處理;設計制作人員的印刷工藝判斷能力以及熟練的文件處理應變技巧等。本文旨在給讀者一個小小啟發,希望可以拋磚引玉。
作者:云南華紅科技股份有限公司 余 強 蔣迎春 郭鎮洪

